 Nhật Bản
Nhật Bản Hoa Kỳ
Hoa Kỳ Mêhicô
Mêhicô Brazil
Brazil Liên minh châu Âu
Liên minh châu Âu Vương quốc Anh
Vương quốc Anh Đức
Đức Tây ban nha
Tây ban nha Pháp
Pháp Ý
Ý Ba Lan
Ba Lan Thổ Nhĩ Kỳ
Thổ Nhĩ Kỳ Cộng hòa Séc
Cộng hòa Séc Trung Quốc
Trung Quốc Châu Á Thái Bình Dương
Châu Á Thái Bình Dương Việt Nam
Việt Nam Indonesia
Indonesia Ấn Độ
Ấn Độ![]() Đối với thép
Đối với thép
![]() Đối với thép không gỉ
Đối với thép không gỉ
![]() Đối với gang
Đối với gang
![]() Đối với kim loại màu
Đối với kim loại màu
![]() Đối với vật liệu khó cắt
Đối với vật liệu khó cắt
![]() Đối với vật liệu cứng
Đối với vật liệu cứng

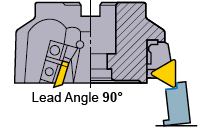
Góc dẫn 90°
Lực ngược theo hướng âm. Nâng phôi lên khi độ cứng của kẹp phôi thấp.
Góc dẫn 75° được khuyến nghị để phay mặt các phôi có độ cứng thấp như phôi mỏng.

Lực lưng lớn nhất.
Uốn cong các phôi mỏng và làm giảm độ chính xác khi cắt.
* Ngăn ngừa việc sứt mẻ cạnh phôi khi cắt gang.

* Lực chính: Lực có hướng ngược với hướng quay của mặt phay.
* Lực ngược: Lực đẩy theo phương trục.
* Lực đưa phôi: Lực theo hướng đưa phôi và do lực đưa phôi vào bàn máy gây ra.
Khi độ sâu cắt và bước tiến trên mỗi răng, fz, được cố định, góc dẫn (KAPR) càng nhỏ thì độ dày phoi (h) càng mỏng (đối với KAPR 45°, độ dày này xấp xỉ 75% so với KAPR 90°). Điều này có thể thấy ở bên dưới. Do đó, khi KAPR tăng, điện trở cắt giảm dẫn đến tuổi thọ dụng cụ dài hơn. Tuy nhiên, lưu ý rằng nếu độ dày phoi quá lớn thì điện trở cắt có thể tăng dẫn đến rung động và tuổi thọ dụng cụ ngắn lại.

Dưới đây cho thấy các mẫu mòn cho các góc dẫn khác nhau. Khi so sánh độ mòn hố cho góc dẫn 90° và 45°, có thể thấy rõ rằng độ mòn hố cho góc dẫn 90° lớn hơn.
