



















KHUNG KHÔNG KHÍ
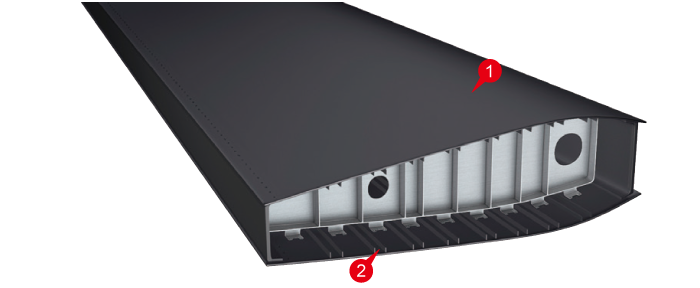
Cánh CFRP
1. Khoan
Mũi khoan MCC: Góc mũi khoan 90° được sử dụng để giảm lực đẩy khi khoan, điều này ngăn ngừa hiện tượng tách lớp và cũng cải thiện dung sai lỗ.
Mũi khoan MCA: Thiết kế rãnh độc đáo được sử dụng để ngăn các mảnh nhôm làm hỏng lớp hoàn thiện của phần CFRP, do đó thu hẹp khoảng cách giữa phần nhôm và phần CFRP.
2. Cắt tỉa
Tuổi thọ của dụng cụ cắt thường cực kỳ ngắn do sợi carbon có độ bền cao, ngoài ra hiện tượng tách lớp và gờ dễ xảy ra trong quá trình cắt, do đó, sử dụng dụng cụ có lớp phủ có khả năng chống mài mòn cao là hiệu quả.
Đầu phay DFC giúp giảm gờ và tách lớp nhờ công nghệ phủ kim cương CVD kết hợp với hình dạng dụng cụ được tối ưu hóa, do đó đạt được tuổi thọ dụng cụ cao và gia công chất lượng cao.
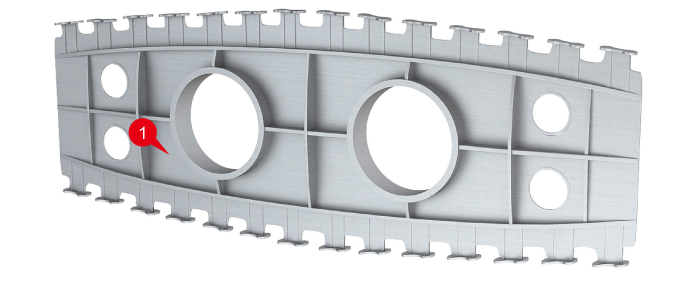
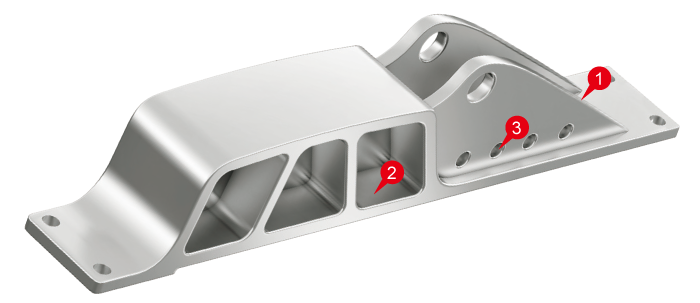
Sườn cánh
1. Phay mặt, Phay bỏ túi
Phay các thành phần dạng gân liên quan đến việc loại bỏ khối lượng lớn hơn 90%. Do đó, cần phải gia công hiệu quả cao ở tốc độ cao để giảm chi phí.
Dòng AXD đạt được khả năng chống cắt thấp mà không làm giảm độ bền của cạnh chèn nhờ vào mặt xoắn ốc và góc thoát được tối ưu hóa.
Ngoài ra, lưỡi cắt lồi cho phép loại bỏ phoi tốt, mang lại tốc độ gia công cao và hiệu quả cao.
Sử dụng loại MP9120 có hiệu quả cao trong việc cắt tốc độ cực cao.
Dòng ALIMASTER đạt được khả năng loại bỏ phoi tốt nhờ hình dạng mặt cắt ngang độc đáo của hình dạng hình học rãnh. Điều này cho phép gia công tốc độ cao và hiệu quả cao.
Đầu của máy phay đầu rời iMX dùng để gia công hợp kim nhôm có khả năng ngăn ngừa hiện tượng hàn do góc nghiêng lớn và xử lý gương để cải thiện hiệu quả.
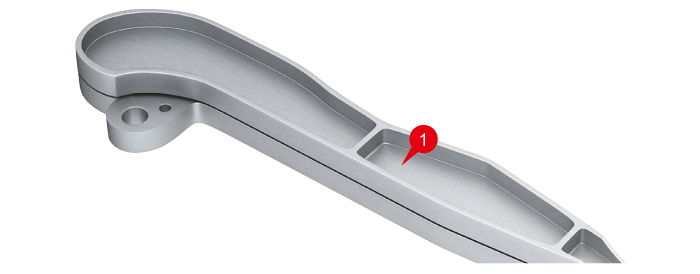
Bản lề
1. Phay cạnh, Phay túi thô
Khi gia công thô hợp kim titan, dễ xảy ra tình trạng sứt mẻ và hư hỏng bất thường ở lưỡi cắt nếu sử dụng các công cụ có độ cứng thấp. Nên sử dụng các công cụ có độ cứng cao và chèn có lực cản cắt thấp. Có thể gia công ổn định vì dòng VFX có thiết kế độ cứng cao và lực cản cắt thấp hơn do lưỡi cắt cong lồi và mặt kẹp hình chữ V.
2. Khoan
Hiệu suất Khoan trong thép không gỉ tôi kết tủa ở nhiệt độ 15-5PH.
Các hư hỏng bất thường như mẻ và gãy trên cạnh cắt dễ xảy ra do độ bền cao của 15-5PH thường được sử dụng cho các bộ phận máy bay. Dòng máy khoan MMS cho phép gia công ổn định nhờ công nghệ phủ tuyệt vời kết hợp với hình dạng dụng cụ được tối ưu hóa.
Đường ray cánh tà
1. Mặt Phay, Phay bên
Người ta lo ngại về hiện tượng mẻ và gãy trong quá trình gia công thô tốc độ cao vì lực cản cắt thay đổi trong quá trình tạo phoi răng cưa khi gia công thô hợp kim titan.
Sự kết hợp giữa cấp MP9130 mới phát triển với khả năng chống mài mòn tuyệt vời nhờ lớp phủ nhiều lớp và bộ ngắt JL có khả năng chống cắt thấp cho phép gia công thô tốc độ cao ổn định.
1. Phay bên, Phay bỏ túi
Dòng ARP: Khi gia công thô hợp kim titan do loại phoi tạo ra, các vấn đề liên quan đến việc cắt và gãy là phổ biến. Các miếng chèn dòng ARP có sẵn trong 3 hình dạng đập vỡ và với cấp công cụ MP9130 mới. Sự kết hợp này tạo ra gia công ổn định khi thực hiện ứng dụng gia công thô và hoàn thiện hợp kim titan.
Dòng Coolstar: Khi gia công hợp kim titan do độ dẫn nhiệt thấp nên nhiệt sinh ra trong quá trình gia công tập trung xung quanh cạnh cắt. Điều này dẫn đến các vấn đề về hàn và do đó cần phải ngăn ngừa sinh nhiệt và loại bỏ phoi hiệu quả. Dòng Coolstar được thiết kế với nhiều lỗ làm mát xuyên qua trong các rãnh của dụng cụ. Điều này đảm bảo làm mát hiệu quả và cải thiện khả năng thoát phoi.
ENGINE
Vỏ đốt
1. Cắt xoắn ốc, Phay định hình
Hợp kim chịu nhiệt khó cắt gốc Ni như Inconel® 718 mềm ở nhiệt độ vượt quá 800ºC. Ở nhiệt độ này, vật liệu khó cắt trở nên dễ gia công hơn vì độ bền chịu lực và độ bền kéo của chúng giảm.
Máy phay đầu gốm có thể hoạt động hiệu quả ở nhiệt độ cao này và tự tạo ra nhiệt cần thiết để làm mềm vật liệu gia công thông qua tốc độ và tốc độ cực cao.
2. Gia công chèn điện trở bề mặt trên của phần nhô ra
Khi gia công các hợp kim gốc Ni có độ dẫn nhiệt thấp và chịu quá trình tôi luyện, cần có lưỡi cắt cân bằng tốt và lớp phủ có chất lượng cao.
Dòng APX kéo dài tuổi thọ của dụng cụ đáng kể nhờ hình dạng lưỡi cắt được tối ưu hóa và lớp chèn cấp mới.
3. Khoan
Điều quan trọng là làm thế nào để làm mát lưỡi cắt khi khoan hợp kim gốc Ni.
Có thể kéo dài đáng kể tuổi thọ của dụng cụ bằng cách sử dụng mũi khoan cacbua rắn sử dụng công nghệ làm mát TRI-Cooling thông qua nguồn cung cấp chất làm mát áp suất cao.
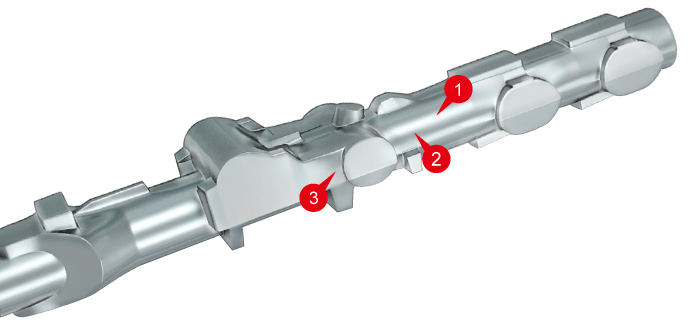
Blisk
1. Hoàn thiện phay biên Phay
Khi gia công các hợp kim gốc Ni có độ dẫn nhiệt thấp và chịu quá trình tôi luyện, cần có lưỡi cắt cân bằng tốt và lớp phủ có chất lượng cao.
Máy phay đầu bi kiểm soát rung SMART MIRACLE mới nhất có hình dạng bước dao thay đổi với các cạnh cắt bán kính được thiết kế mới để giảm độ rung.

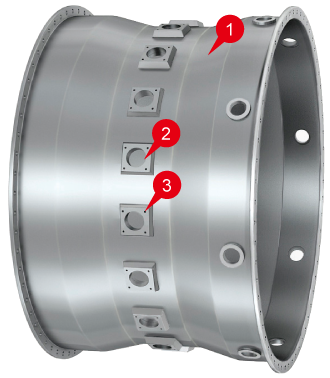
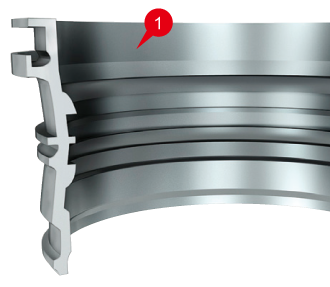
Vỏ quạt
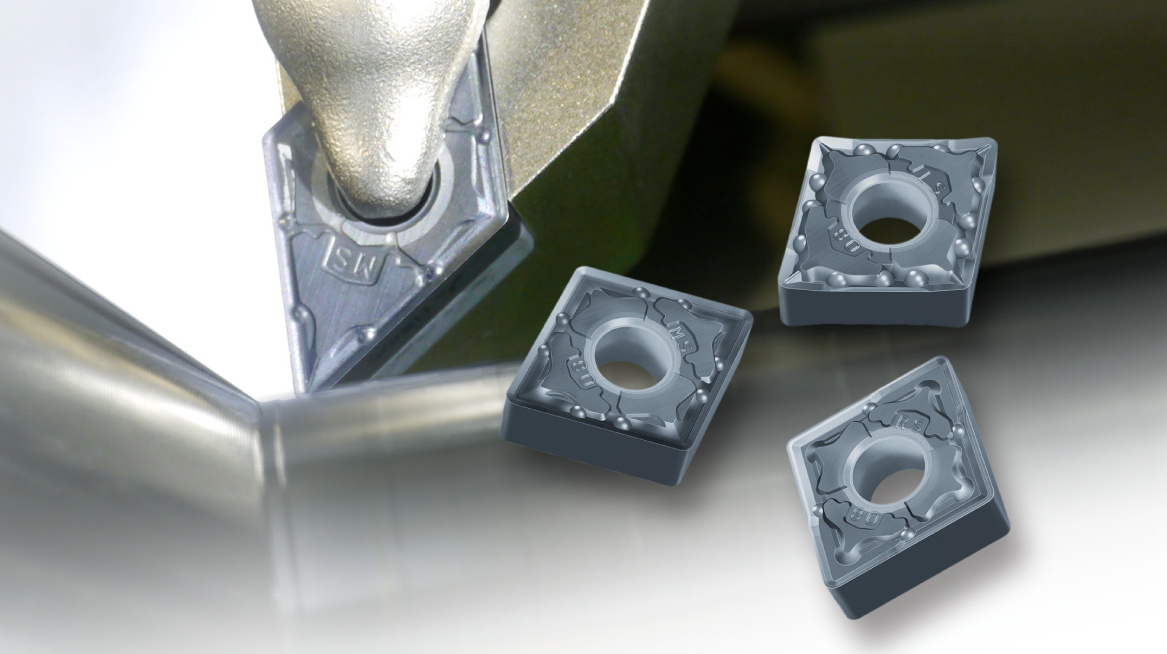
1. Tiện mặt ngoài, tiện mặt trong
Ước tính sơ bộ về tuổi thọ của dụng cụ là 120 phút ở tốc độ 80m/phút, 60 phút ở tốc độ 120m/phút khi gia công hoàn thiện hợp kim titan. Các loại không tráng phủ là khuyến nghị đầu tiên.

1 JT Holder
Bôi trơn bên trong Bite Holder
Trục
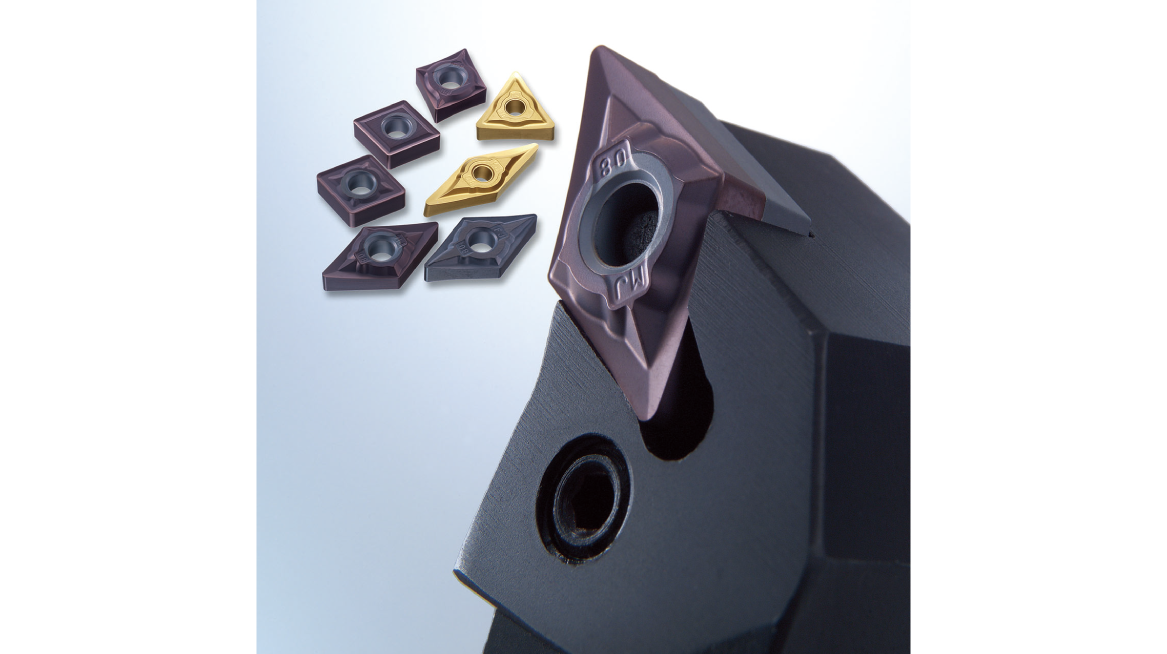
1. Tiện mặt ngoài, tiện mặt trong
Khi gia công thô trục động cơ làm từ thép maraging, nên sử dụng các loại thép dành cho vật liệu cứng như VP05RT thông qua việc sử dụng CBN.
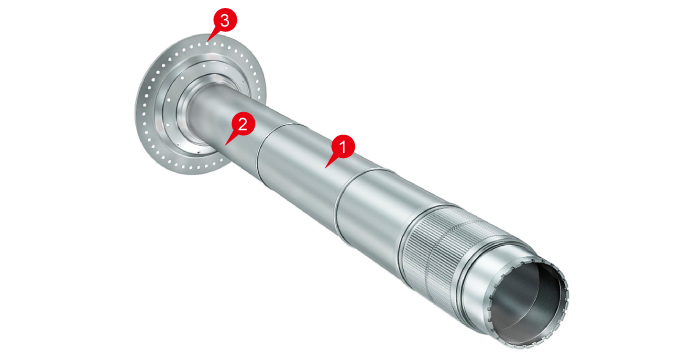
BỘ PHẬN HẠ CÁNH
Trục
1. Khoan
Độ bám dính và tập trung nhiệt trên lưỡi cắt dễ xảy ra trong quá trình khoan hợp kim titan do độ dẫn nhiệt thấp, do đó, điều quan trọng là phải loại bỏ nhiệt trên lưỡi cắt một cách hiệu quả và loại bỏ phoi một cách trơn tru. Mũi khoan MNS cung cấp hiệu suất làm mát và hiệu suất xả phoi tuyệt vời do sự sắp xếp của lỗ làm mát độc đáo và sử dụng hình dạng rãnh tối ưu, do đó đạt được gia công ổn định ngay cả khi khoan hợp kim titan.
2. Hoàn thiện phay biên Phay
Khi gia công định hình hợp kim titan, lưỡi cắt có thể bị mẻ và hư hỏng bất thường, đồng thời dễ tạo ra rung động.
Sử dụng một công cụ được thiết kế để kiểm soát rung động là hiệu quả.
Máy phay đầu bi kiểm soát rung SMART MIRACLE mới nhất có hình dạng bước dao thay đổi với các cạnh cắt bán kính được thiết kế mới để giảm độ rung.
3. Phay thô
Khi gia công thô hợp kim titan, dễ xảy ra tình trạng sứt mẻ và hư hỏng bất thường ở lưỡi cắt nếu sử dụng các công cụ có độ cứng thấp. Nên sử dụng các công cụ có độ cứng cao và chèn có lực cản cắt thấp. Có thể gia công ổn định vì dòng VFX có thiết kế độ cứng cao và lực cản cắt thấp hơn do lưỡi cắt cong lồi và mặt kẹp hình chữ V.
Tải về Nội dung

 Nhật Bản
Nhật Bản Hoa Kỳ
Hoa Kỳ Mêhicô
Mêhicô Brazil
Brazil Liên minh châu Âu
Liên minh châu Âu Vương quốc Anh
Vương quốc Anh Đức
Đức Tây ban nha
Tây ban nha Pháp
Pháp Ý
Ý Ba Lan
Ba Lan Thổ Nhĩ Kỳ
Thổ Nhĩ Kỳ Cộng hòa Séc
Cộng hòa Séc Trung Quốc
Trung Quốc Châu Á Thái Bình Dương
Châu Á Thái Bình Dương Việt Nam
Việt Nam Indonesia
Indonesia Ấn Độ
Ấn Độ