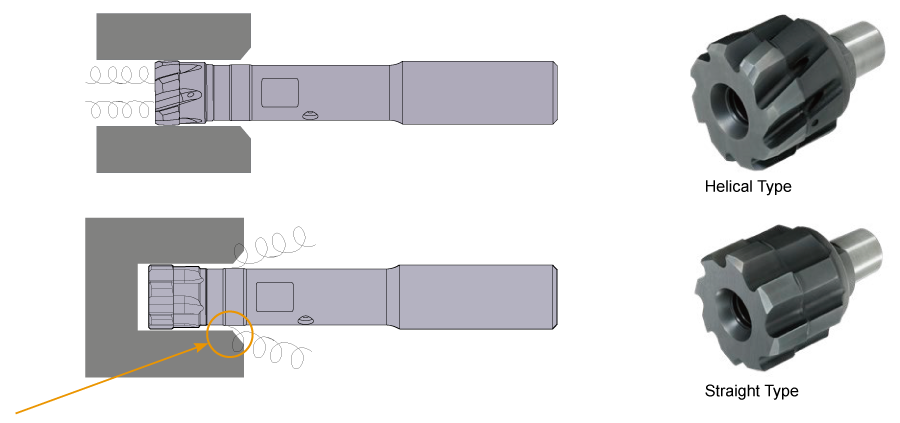
Please use a helical type head for through holes and a straight type head for blind holes.
The helical type is designed to eject chips forward, and the straight type is designed to eject chips backwards.
It is recommend to chamfer the entrance of the pilot hole before reaming.
When setting the tool on the machine, the run-out accuracy of the cutting edge should be 5 μm or less.
For the holder, we recommend a hydraulic chuck type.
The first recommendation for best results is to use internal through coolant, then external coolant. Dry cutting is not recommended.
For blind holes, with external coolant, reaming beyond depths of DC x 3 is not recommended.
For reaming with internal through coolant, the pressure must be below 8MPa.
Reaming diagonally intersecting holes is not recommended.
Please chamfer cylindrical surfaces before reaming.
Reaming with stacked plates and a concave centre is possible.
Reaming is not recommended if the entrance/exit of the pilot hole is on an inclined surface.
 Japan
Japan  United States
United States  Mexico
Mexico  Brazil
Brazil  EU
EU  United Kingdom
United Kingdom  Germany
Germany  Spain
Spain  France
France  Italy
Italy  Poland
Poland  Turkey
Turkey  Czechia
Czechia  China
China  Asia Pacific
Asia Pacific  Vietnam
Vietnam  Indonesia
Indonesia  India
India