 Jepang
Jepang Amerika Serikat
Amerika Serikat Meksiko
Meksiko Brazil
Brazil Uni Eropa
Uni Eropa Inggris Raya
Inggris Raya Jerman
Jerman Spanyol
Spanyol Perancis
Perancis Italia
Italia Polandia
Polandia Turki
Turki Republik Ceko
Republik Ceko Cina
Cina Asia Pasifik
Asia Pasifik Vietnam
Vietnam Indonesia
Indonesia India
India![]() Untuk baja
Untuk baja
![]() Untuk baja tahan karat
Untuk baja tahan karat
![]() Untuk besi cor
Untuk besi cor
![]() Untuk logam non-ferrous
Untuk logam non-ferrous
![]() Untuk bahan yang sulit dipotong
Untuk bahan yang sulit dipotong
![]() Untuk material yang dikeraskan
Untuk material yang dikeraskan
Kondisi ideal untuk pemotongan adalah waktu pemotongan yang singkat, masa pakai alat yang panjang, dan akurasi pemotongan yang tinggi. Untuk memperoleh kondisi ini, diperlukan pemilihan kondisi pemotongan dan alat yang efisien, berdasarkan bahan kerja, kekerasan, bentuk, dan kemampuan mesin.
Kecepatan pemotongan sangat memengaruhi masa pakai alat. Meningkatkan kecepatan pemotongan akan meningkatkan suhu pemotongan dan memperpendek masa pakai alat. Kecepatan pemotongan bervariasi tergantung pada jenis dan kekerasan material kerja. Pemilihan jenis alat yang sesuai dengan kecepatan pemotongan sangat penting.
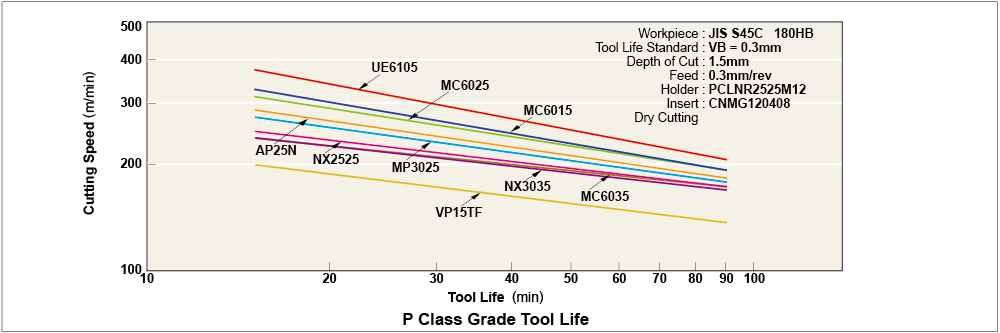


1. Menambah kecepatan pemotongan sebesar 20% akan mengurangi masa pakai alat hingga 50%. Menambah kecepatan pemotongan sebesar 50% akan mengurangi masa pakai alat hingga 80%.
2. Pemotongan pada kecepatan potong rendah (20–40m/menit) cenderung menyebabkan getaran. Dengan demikian, masa pakai alat menjadi lebih pendek.
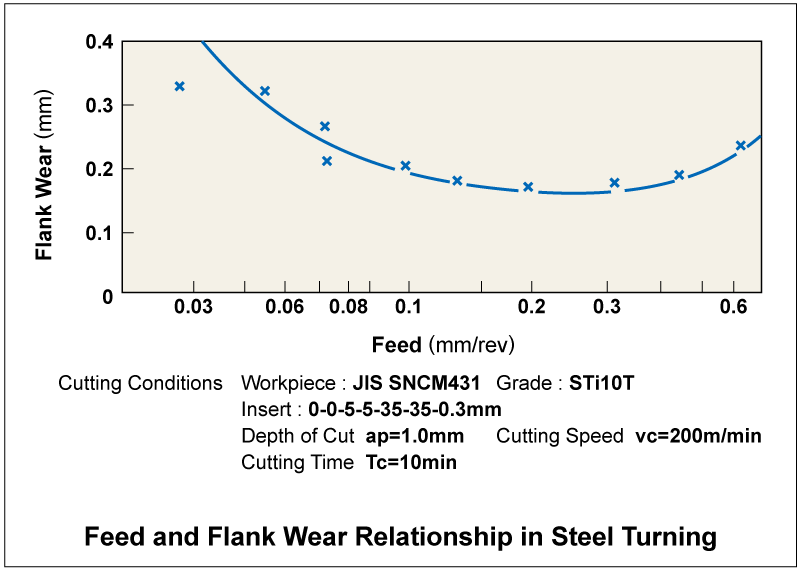
Saat memotong dengan dudukan tipe umum, umpan adalah jarak yang ditempuh dudukan per putaran benda kerja. Saat menggiling, umpan adalah jarak yang ditempuh meja mesin per putaran pemotong dibagi dengan jumlah sisipan. Jadi, umpan diindikasikan sebagai umpan per gigi. Laju umpan berhubungan dengan kekasaran permukaan akhir.
1. Penurunan laju umpan menyebabkan keausan sisi dan memperpendek umur alat.
2. Peningkatan laju umpan akan meningkatkan suhu pemotongan dan keausan sisi. Namun, dampak pada masa pakai alat sangat minimal dibandingkan dengan kecepatan pemotongan.
3. Meningkatkan laju umpan meningkatkan efisiensi pemesinan.
Kedalaman pemotongan ditentukan berdasarkan pembuangan stok yang diperlukan, bentuk benda kerja, daya dan kekakuan mesin, serta kekakuan alat.
1. Mengubah kedalaman pemotongan tidak terlalu mempengaruhi umur alat.
2. Kedalaman pemotongan yang kecil mengakibatkan gesekan saat memotong lapisan benda kerja yang mengeras. Dengan demikian, masa pakai alat menjadi lebih pendek.
3. Saat memotong permukaan yang belum dipotong atau permukaan besi cor, kedalaman pemotongan perlu ditingkatkan sesuai dengan daya mesin guna menghindari pemotongan lapisan keras yang tidak murni dengan ujung mata pemotong guna mencegah terkelupasnya dan keausan abnormal.

