

















RANGKA UDARA
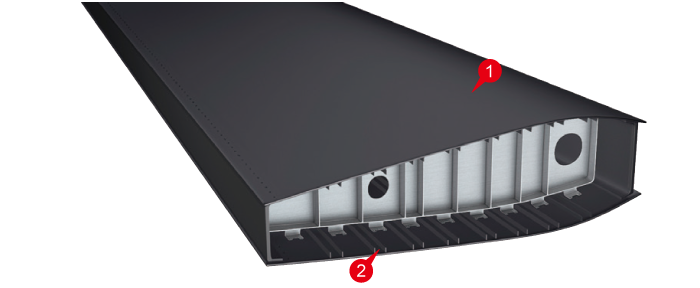
Sayap CFRP
1. Pengeboran
Bor MCC: Sudut titik 90° digunakan untuk mengurangi dorongan saat pengeboran, ini mencegah delaminasi dan juga meningkatkan toleransi lubang.
Bor MCA: Desain alur yang unik digunakan untuk mencegah serpihan aluminium merusak lapisan bagian CFRP sehingga mengurangi celah ukuran lubang antara bagian aluminium dan CFRP.
2. Pemangkasan
Umur pakai alat pemotong biasanya sangat pendek karena kekuatan serat karbon yang tinggi, selain itu delaminasi dan penggerindaan mudah terjadi selama pemotongan, sehingga efektif untuk menggunakan alat yang menerapkan lapisan dengan ketahanan aus yang tinggi.
Mata bor DFC mengurangi gerinda dan delaminasi berkat teknologi pelapisan berlian CVD yang dipadukan dengan geometri alat yang dioptimalkan, sehingga menghasilkan masa pakai alat yang panjang dan hasil pemesinan berkualitas tinggi.
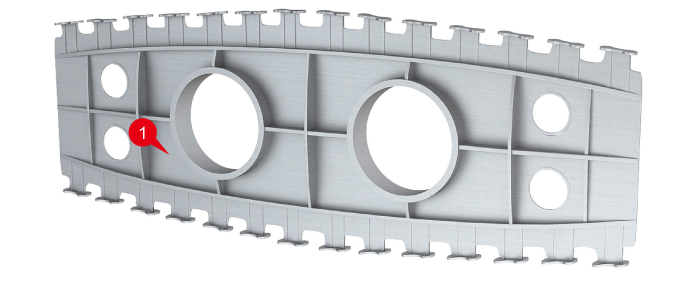
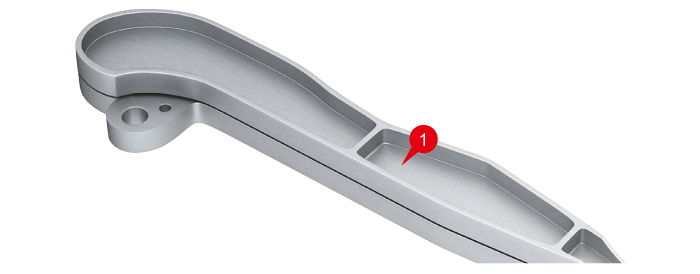
Tulang rusuk sayap
1. Frais Muka, Frais Kantong
Frais komponen tipe rusuk melibatkan penghilangan volume besar lebih dari 90%. Oleh karena itu, diperlukan pemesinan yang sangat efisien dengan kecepatan tinggi untuk mengurangi biaya.
Seri AXD mencapai resistansi pemotongan rendah tanpa menurunkan kekuatan tepi sisipan berkat sisi heliks dan sudut relief yang dioptimalkan.
Selain itu, ujung pemotongan cembung memungkinkan penghilangan serpihan dengan baik, sehingga menghasilkan pemesinan berkecepatan tinggi dan efisiensi tinggi.
Penggunaan mutu MP9120 sangat efektif dalam pemotongan kecepatan super tinggi.
Seri ALIMASTER menghasilkan penghilangan serpihan yang baik karena bentuk penampang melintang yang unik dari bentuk geometri alur. Hal ini memungkinkan pemesinan berkecepatan tinggi dan berefisiensi tinggi.
Kepala penggilingan ujung kepala yang dapat dipertukarkan iMX untuk pemesinan paduan aluminium mencegah pengelasan karena sudut rake yang besar dan lapisan cermin untuk meningkatkan efisiensi.
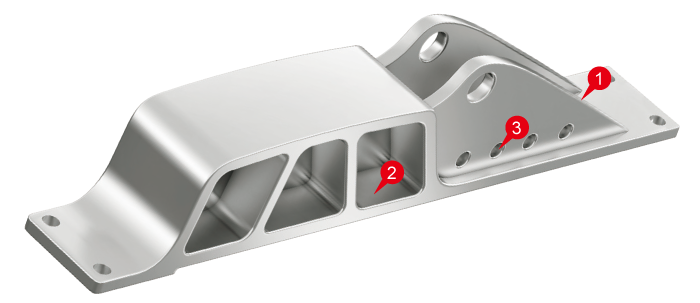
Engsel
1. Frais Samping, Frais Saku Kasar
Saat melakukan pemesinan kasar pada paduan titanium, chipping dan kerusakan abnormal pada ujung pemotongan mudah terjadi jika alat dengan kekakuan rendah digunakan. Disarankan untuk menggunakan alat dengan kekakuan tinggi dan sisipan dengan resistansi pemotongan rendah. Pemesinan yang stabil dimungkinkan karena seri VFX memiliki desain kekakuan tinggi dan resistansi pemotongan lebih rendah karena ujung pemotongan lengkung cembung dan formasi V pada permukaan penjepit.
2. Pengeboran
Kinerja Pengeboran pada baja tahan karat pengerasan presipitasi 15-5PH.
Kerusakan abnormal seperti terkelupas dan patah pada ujung pemotongan mudah terjadi karena kekuatan tinggi 15-5PH yang sering digunakan untuk komponen pesawat terbang. Seri bor MMS memungkinkan pemesinan yang stabil karena teknologi pelapisan yang sangat baik dikombinasikan dengan geometri alat yang dioptimalkan.
Jalur Penutup
1. Frais Muka, Frais Samping
Terdapat kekhawatiran mengenai terkelupasnya logam dan keretakan selama proses pengasaran berkecepatan tinggi karena daya tahan pemotongan bervariasi dalam proses pembentukan serpihan bergigi gergaji pada proses pengasaran logam paduan titanium.
Kombinasi mutu MP9130 yang baru dikembangkan dengan ketahanan aus yang sangat baik berkat pelapisan multi-lapis dan pemutus JL dengan ketahanan pemotongan yang rendah memungkinkan pemotongan kasar berkecepatan tinggi yang stabil.
1. Frais Samping, Frais Saku
Seri ARP: Saat pengerjaan kasar paduan titanium karena jenis serpihan yang dihasilkan, masalah yang berkaitan dengan pengelupasan dan keretakan umum terjadi. Sisipan seri ARP tersedia dalam 3 geometri pemutus dan dengan mutu alat MP9130 yang baru. Kombinasi ini menghasilkan pengerjaan yang stabil saat melakukan pengasaran dan penyelesaian aplikasi paduan titanium.
Seri Coolstar: Saat mengerjakan paduan titanium, karena konduktivitas termalnya rendah, panas yang dihasilkan selama pengerjaan terpusat di sekitar ujung pemotongan. Hal ini mengakibatkan masalah pengelasan dan karenanya perlu untuk mencegah timbulnya panas dan membuang serpihan secara efektif. Seri Coolstar dirancang dengan beberapa lubang pendingin tembus di alur alat. Hal ini memastikan pendinginan yang efektif dan meningkatkan pembuangan serpihan.
MESIN
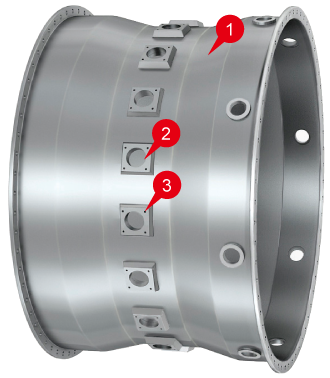
Casing Pembakaran
1. Pemotongan Heliks, Frais Profil
Paduan tahan panas berbahan dasar Ni yang sulit dipotong seperti Inconel® 718 melunak pada suhu yang melebihi 800ºC. Pada suhu ini, material yang sulit dipotong menjadi lebih mudah dikerjakan karena daya dukung dan daya tariknya menurun.
Mesin giling ujung keramik dapat bekerja efektif pada suhu tinggi ini dan menghasilkan sendiri panas yang diperlukan untuk melunakkan material yang dikerjakan melalui pengumpanan dan kecepatan yang sangat tinggi.
2. Pemesinan sisipan resistensi permukaan atas tonjolan
Saat mengerjakan paduan berbasis Ni yang memiliki konduktivitas termal rendah dan mengalami pengerasan kerja, diperlukan ujung pemotongan yang seimbang dan mutu pelapisan yang unggul.
Seri APX memperpanjang masa pakai alat secara signifikan berkat geometri ujung pemotongan yang dioptimalkan dan sisipan bermutu baru.
3. Pengeboran
Kuncinya adalah bagaimana mendinginkan ujung tajam saat mengebor logam paduan berbasis Ni.
Dimungkinkan untuk memperpanjang umur alat secara signifikan dengan menggunakan bor karbida padat yang menggunakan TRI-Cooling melalui teknologi pendingin dengan pasokan pendingin bertekanan tinggi.
Berkedip
1. Frais Profil Akhir
Saat mengerjakan paduan berbasis Ni yang memiliki konduktivitas termal rendah dan mengalami pengerasan kerja, diperlukan ujung pemotongan yang seimbang dan mutu pelapisan yang unggul.
Mesin giling ujung berbentuk bola pengendali getaran SMART MIRACLE terbaru memiliki geometri pitch variabel dengan radius pemotongan tepi yang baru dirancang guna mengurangi getaran.


1 SMART MIRACLE Vibration Control Ball Nose End Mill
Mesin Penggilingan Ujung Kontrol Getaran untuk Pemesinan Material yang Sulit Dipotong

1 SMART MIRACLE End Mill Series
Mesin Penggilingan Ujung Kontrol Getaran untuk Pemesinan Material yang Sulit Dipotong
Casing Kipas
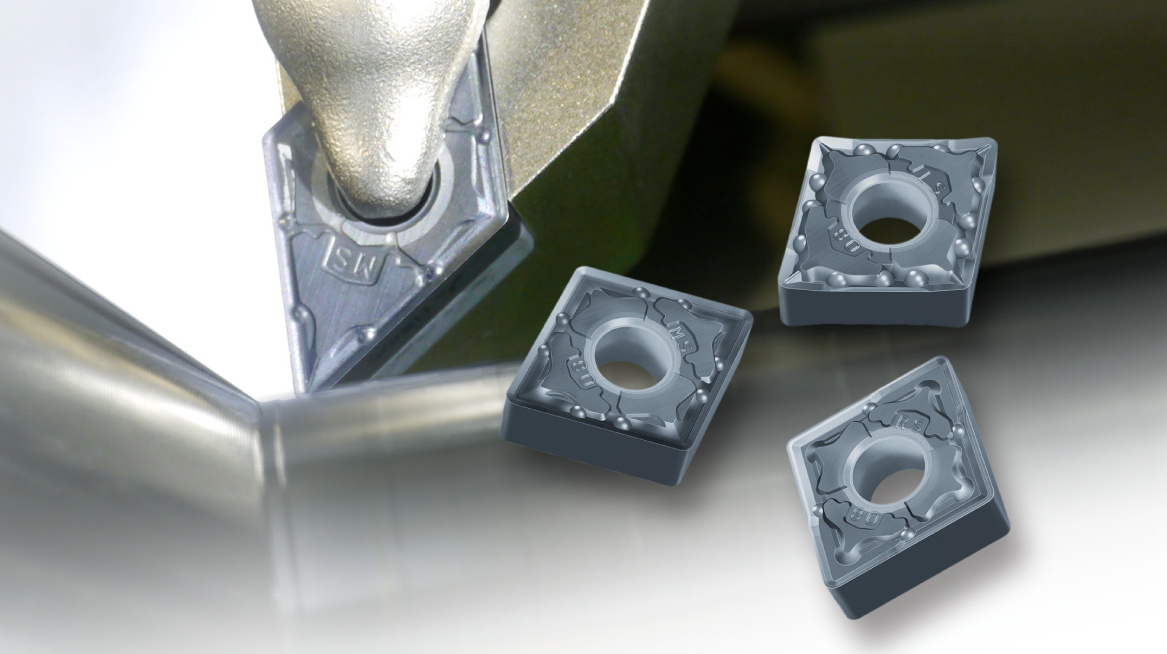
1. Putaran Eksternal dan Wajah dan Pembubutan Internal
Perkiraan kasar masa pakai alat adalah 120 menit pada 80m/menit, 60 menit pada 120m/menit, saat pemesinan akhir paduan titanium. Mutu tanpa lapisan merupakan rekomendasi pertama.
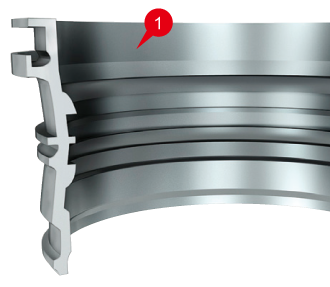

1 JT Holder
Pemegang Gigitan Pelumasan Internal
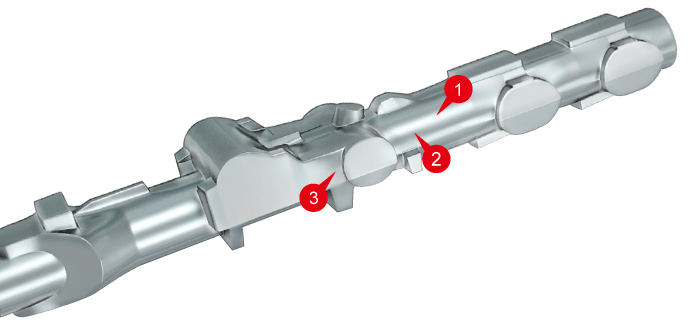
Poros
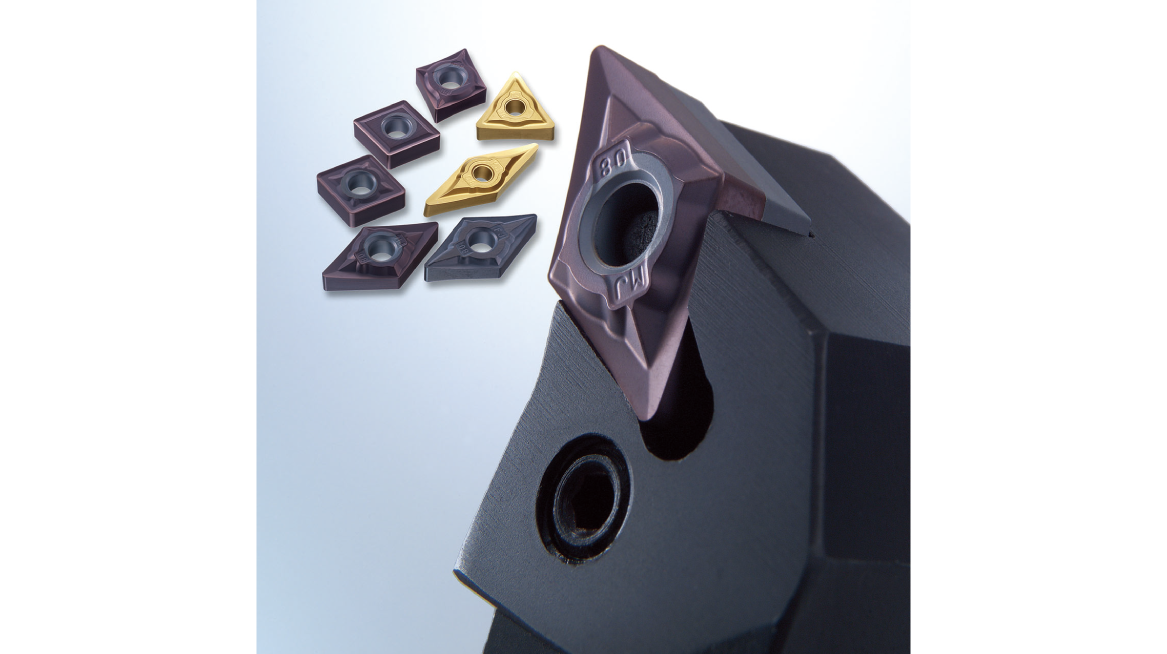
1. Putaran Eksternal dan Wajah dan Pembubutan Internal
Bila poros mesin pemesinan kasar terbuat dari baja maraging, disarankan untuk menggunakan mutu material keras seperti VP05RT melalui penggunaan CBN.
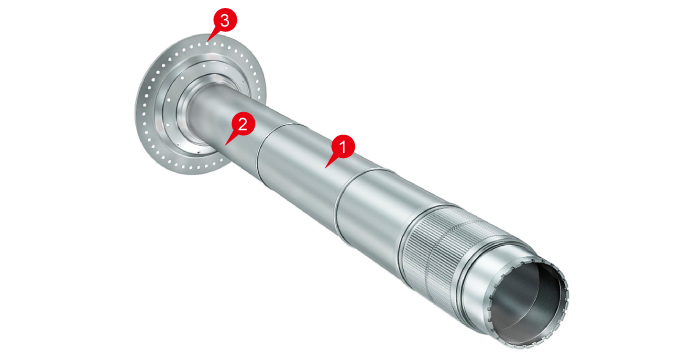
GIR PENDARATAN
Poros
1. Pengeboran
Adhesi dan konsentrasi panas pada ujung pemotongan terjadi dengan mudah selama pengeboran paduan titanium karena konduktivitas termal yang rendah sehingga penting untuk menghilangkan panas pada ujung pemotongan secara efisien dan mengeluarkan serpihan dengan lancar. Bor MNS memberikan kinerja pendinginan dan kinerja pembuangan serpihan yang sangat baik karena pengaturan lubang pendingin yang unik dan penggunaan bentuk alur yang optimal, sehingga mencapai pemesinan yang stabil bahkan saat mengebor paduan titanium.
2. Frais Profil Akhir
Saat pemesinan profil pada paduan titanium, dapat terjadi keretakan dan kerusakan abnormal pada ujung pemotongan serta mudah terjadi getaran.
Penggunaan alat yang dirancang untuk pengendalian getaran sangatlah efektif.
Mesin giling ujung berbentuk bola pengendali getaran SMART MIRACLE terbaru memiliki geometri pitch variabel dengan radius pemotongan tepi yang baru dirancang guna mengurangi getaran.
3. Frais Kasar
Saat melakukan pemesinan kasar pada paduan titanium, chipping dan kerusakan abnormal pada ujung pemotongan mudah terjadi jika alat dengan kekakuan rendah digunakan. Disarankan untuk menggunakan alat dengan kekakuan tinggi dan sisipan dengan resistansi pemotongan rendah. Pemesinan yang stabil dimungkinkan karena seri VFX memiliki desain kekakuan tinggi dan resistansi pemotongan lebih rendah karena ujung pemotongan lengkung cembung dan formasi V pada permukaan penjepit.
Unduh Konten

 Jepang
Jepang Amerika Serikat
Amerika Serikat Meksiko
Meksiko Brazil
Brazil Uni Eropa
Uni Eropa Inggris Raya
Inggris Raya Jerman
Jerman Spanyol
Spanyol Perancis
Perancis Italia
Italia Polandia
Polandia Turki
Turki Republik Ceko
Republik Ceko Cina
Cina Asia Pasifik
Asia Pasifik Vietnam
Vietnam Indonesia
Indonesia India
India