Exchangeable Head Type Carbide Drill TRISTAR Drill Series
Revolutionising the head replacement system
Dramatically reduced running costs with improved accuracy and efficiency comparable to solid carbide drills.
TRISTAR Drill Series
New Drills from Mitsubishi Materials TRISTAR Drill Series
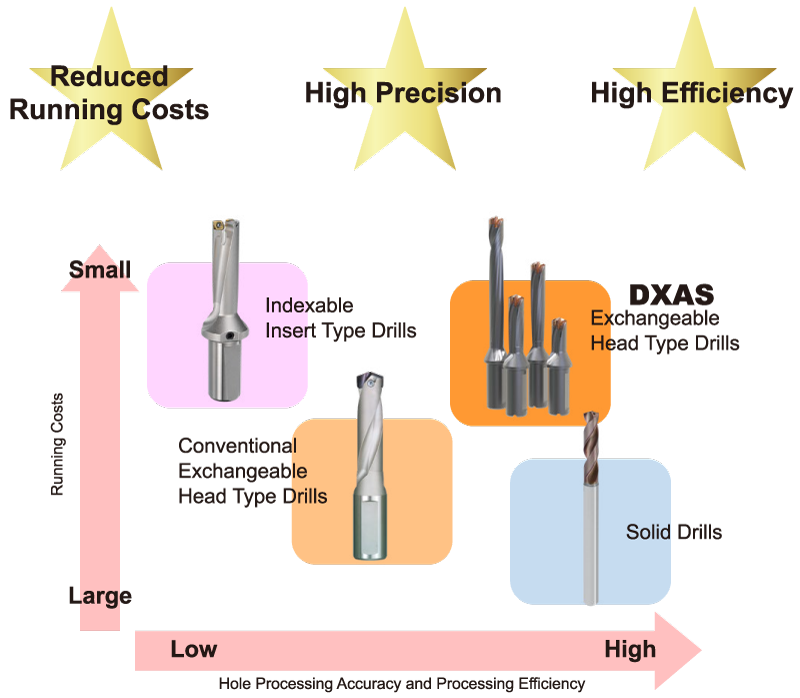
Reduced Running Costs - High Precision - High Efficiency
TRISTAR, a new generation drill series from Mitsubishi Materials provides 3 strong advantages.
Features
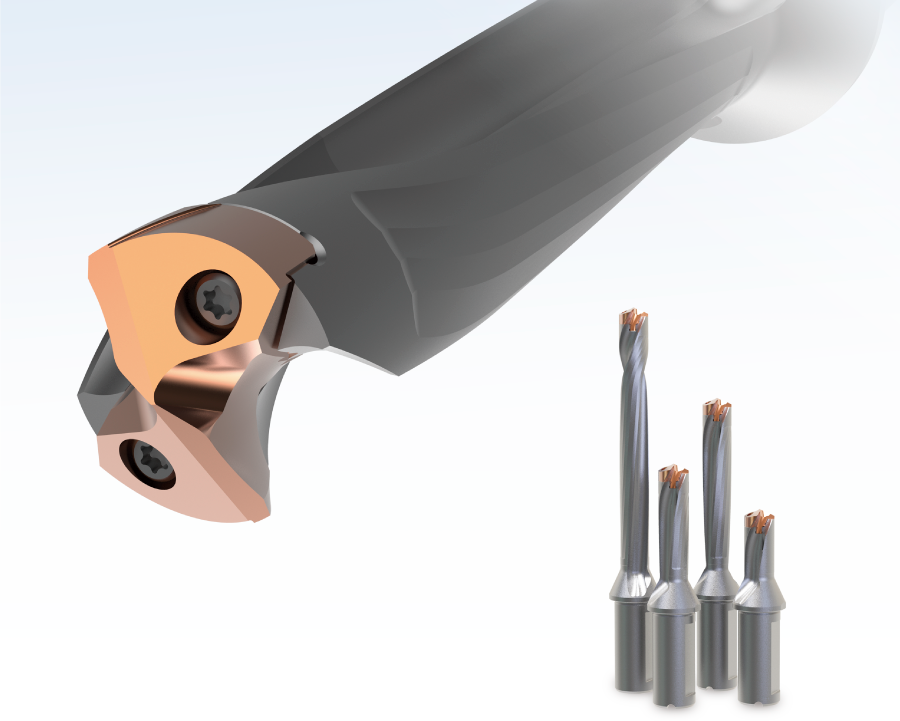
Exchangeable Head Type Carbide Drill DXAS
Dramatically reduced running costs with improved accuracy and efficiency comparable to solid carbide drills.
Notes from the Developer:
Simple but with excellent results
The new design was made in response to requests for longer tool life, more accuracy and efficiency. Every detail was analysed during tests and a simple fastening method was developed. It is expected that the DXAS will satisfy all criteria for optimum drilling.
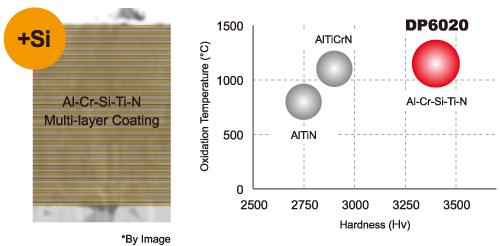
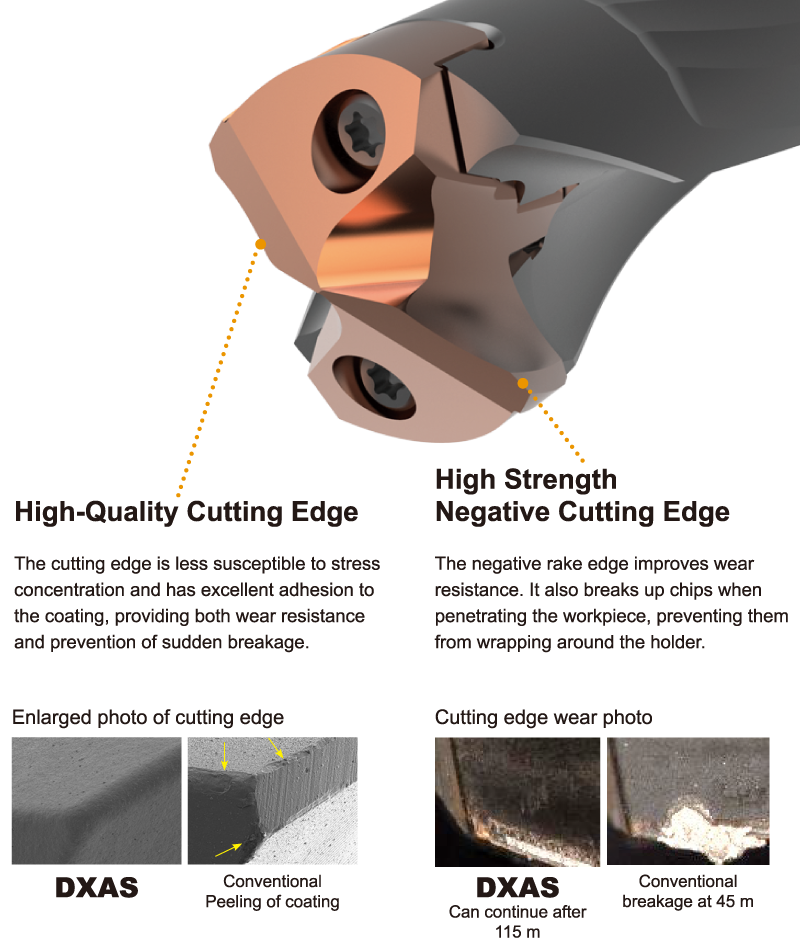
Carbide Head for P Class Materials
DP6020 with excellent heat resistance and hardness
By adding Si, the coating hardness and the temperature at which oxidation started to occur were significantly raised. This multi-layer structure also improves wear and crack resistance during cutting and provided excellent wear resistance even during high-speed, high feed machining.
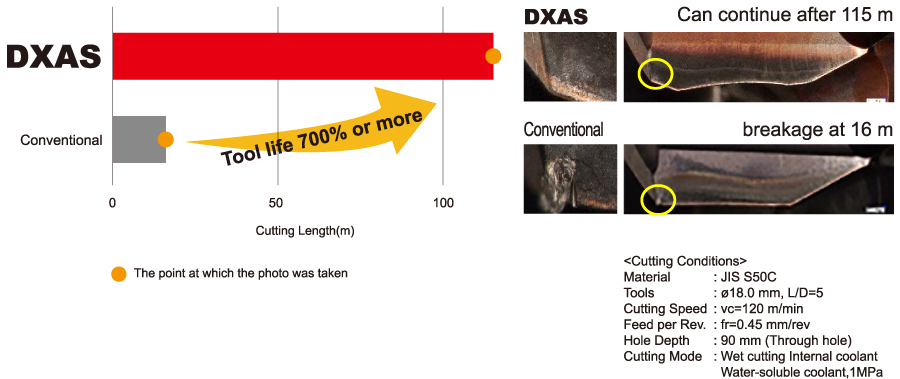
- S50C: Tool life comparison at high efficiency cutting conditions F = 955 mm/min
DXAS has excellent wear resistance even under high-efficiency conditions, achieving more than seven times the normal tool life.
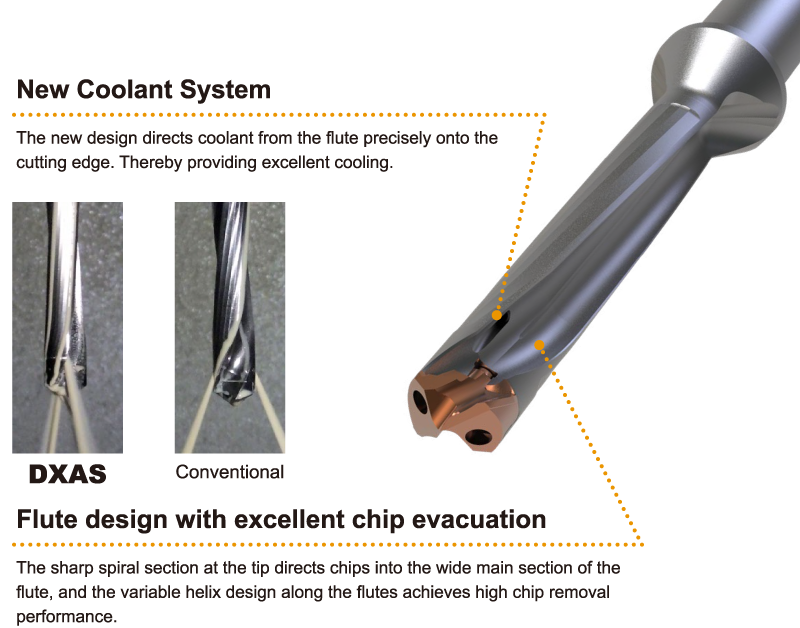
The low resistance design enables stable machining.
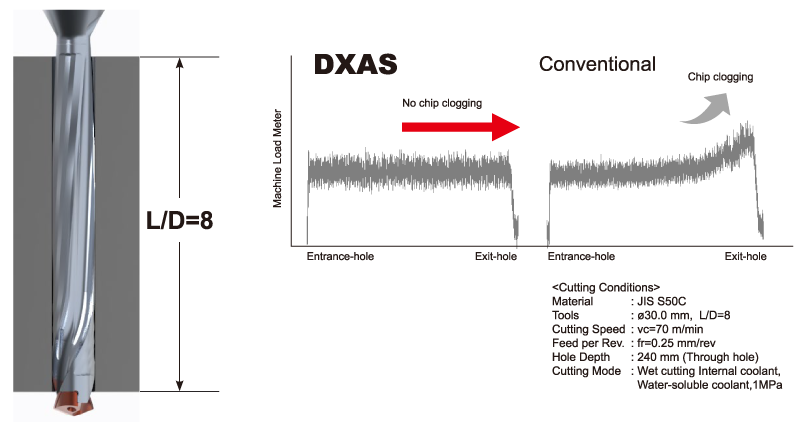
Stable Machining Even for Deep Holes
- S50C: Comparison of chip removal when drilling large diameter deep holes
Successful Examples
Successful Examples of Improved Machining Efficiency
- Successful examples of Significant Improvements in Tool Life and Machining Efficiency
A 1.7 times improvement in machining efficiency, enabled an astonishing 8.8 times tool life.
Thereby greatly increasing overall machining efficiency.
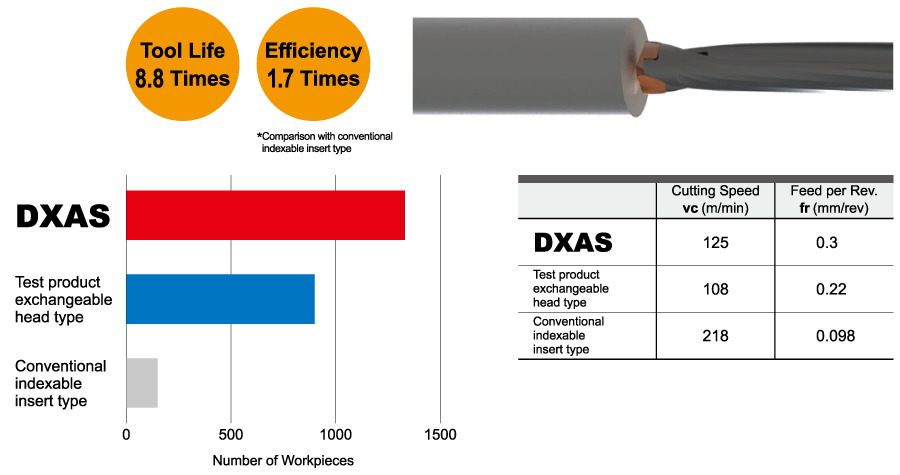
Material : Carbon Steel / Parts : Mold Parts / Holder : DXAS2400X5F25 / Head : DXAS2450P DP6020
Hole Depth : 86.5 mm Hole dia. precision ± 0.1 mm / Cutting Mode : Wet cutting, Internal
- Examples of Improved Machining Efficiency
A significant improvement of three times tool life with only slight wear.
Possibility of extending machining even further.
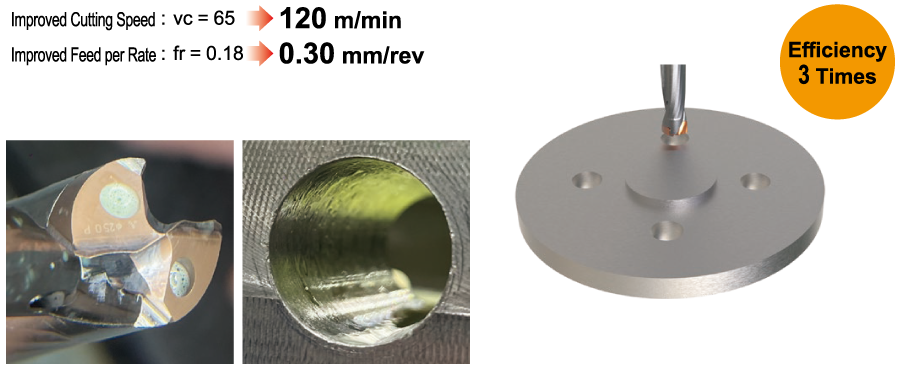
Material : Carbon Steel / Parts : Machine Parts / Holder : DXAS2500X5F25 / Head : DXAS2500P DP6020
Hole Depth : 85 mm / Cutting Mode : Wet cutting, Internal coolant (Water-soluble) / Machine Spindle Type : Gate-type MC
Comparison to Solid Drills
- Comparing Examples of Cutting with Solid Drills
Enables tool life that is 1.3 times greater when compared to co nventional solid drills.
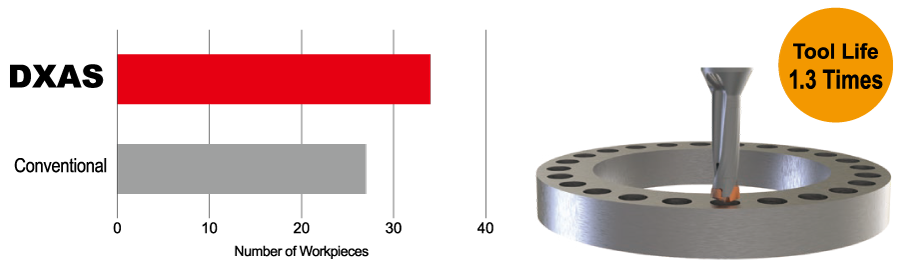
Material : Alloy Steel / Parts : Flange Parts / Holder : DXAS1800X3F25 / Head : DXAS1880P DP6020
Cutting Speed : vc=110→100 (m/min) / Feed per Rate : fr=0.3 (mm/rev) / Hole Depth : 30 (mm)
Cutting Mode : Wet cutting, Internal coolan(t Water-soluble) / Machine Spindle Type : Multi-task MC
Usual problems alleviated
- Reduction of Rifling Marks
The problem of abnormal noise and rifling during alleviated.
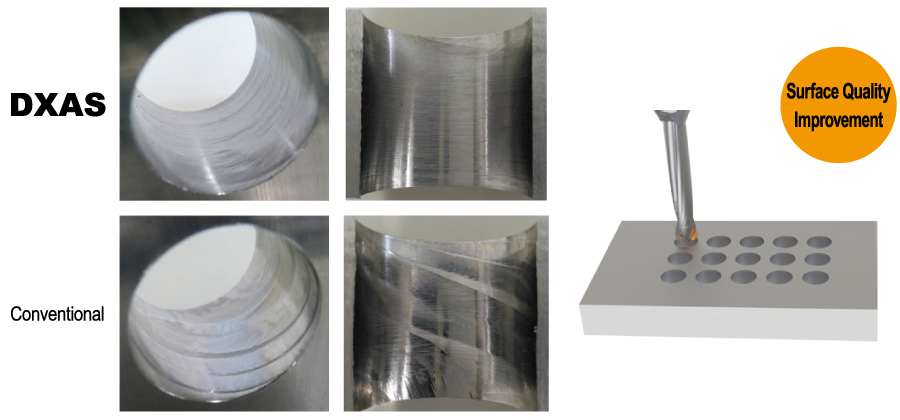
Material : SS400 / Parts : Mold Parts / Holder : DXAS2800X5F32 / Head : DXAS2800P DP6020
Cutting Speed : vc=90 (m/min) / Feed per Rate : fr=0.29 (mm/rev) / Hole Depth : 30 (mm)
Cutting Mode : Wet cutting, Internal coolant (Water-soluble) / Machine Spindle Type : Vertical MC
Wide Range of Applications
- Example of Ductile Cast Iron Drilling
Enables 1.8 times longer tool life than conventional products without hole wandering or chip clogging.
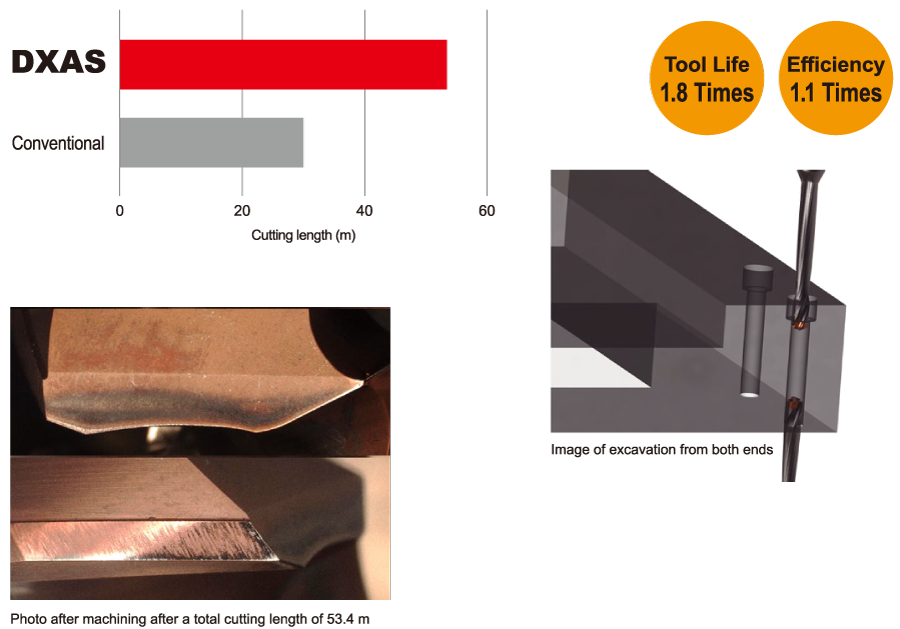
Material : FCD400 / Parts : Plate / Holder : DXAS2200X8F25 / Head : DXAS2200P DP6020
Cutting Speed : 80 →79 (m/min) / Feed per Rate : fr=0.25 →0.28 (mm/rev)
Hole depth (one side) : 149 (mm) (Drilling from both ends), 25 mm With pilot hole
Cutting Mode : Wet cutting, Internal coolant (Water-soluble) 3MPa / Machine Spindle Type : 5-sided MC
 Japan
Japan  United States
United States  Mexico
Mexico  Brazil
Brazil  EU
EU  United Kingdom
United Kingdom  Germany
Germany  Spain
Spain  France
France  Italy
Italy  Poland
Poland  Turkey
Turkey  Czechia
Czechia  China
China  Asia Pacific
Asia Pacific  Vietnam
Vietnam  Indonesia
Indonesia  India
India