 ประเทศญี่ปุ่น
ประเทศญี่ปุ่น ประเทศสหรัฐอเมริกา
ประเทศสหรัฐอเมริกา เม็กซิโก
เม็กซิโก บราซิล
บราซิล สหภาพยุโรป
สหภาพยุโรป สหราชอาณาจักร
สหราชอาณาจักร ประเทศเยอรมนี
ประเทศเยอรมนี สเปน
สเปน ฝรั่งเศส
ฝรั่งเศส อิตาลี
อิตาลี โปแลนด์
โปแลนด์ ตุรกี
ตุรกี สาธารณรัฐเช็ก
สาธารณรัฐเช็ก จีน
จีน เอเชียแปซิฟิก
เอเชียแปซิฟิก เวียดนาม
เวียดนาม ประเทศอินโดนีเซีย
ประเทศอินโดนีเซีย อินเดีย
อินเดีย![]() สำหรับเหล็ก
สำหรับเหล็ก
![]() สำหรับสแตนเลส
สำหรับสแตนเลส
![]() สำหรับเหล็กหล่อ
สำหรับเหล็กหล่อ
![]() สำหรับโลหะที่ไม่ใช่เหล็ก
สำหรับโลหะที่ไม่ใช่เหล็ก
![]() สำหรับวัสดุที่ตัดยาก
สำหรับวัสดุที่ตัดยาก
![]() สำหรับวัสดุที่แข็ง
สำหรับวัสดุที่แข็ง
ทำเครื่องหมายในรายการที่คุณต้องการคำนวณ ป้อนค่าในสองกล่อง จากนั้นกดปุ่มคำนวณ
*Divide by 1000 to change to m from mm.
DC(mm);Cutter Diameter
π(3.14):Pi
n(min-1):Main Axis Spindle Speed
vc(m/min):Cutting Speed
ความเร็วในการตัดเมื่อความเร็วแกนหลักอยู่ที่ 350min-1 และเส้นผ่านศูนย์กลางใบมีดตัดอยู่ที่ ø125 คือเท่าใด
แทนค่า π=3.14, DC =125, n=350 ลงในสูตร
vc=(π• DC •n)۞1000=(3.14×125×350)۞1000
=137.4ม./นาที
ความเร็วในการตัด 137.4ม./นาที
เลือกรายการที่คุณต้องการคำนวณ ป้อนค่าลงในช่องทั้งสามช่อง จากนั้นกดปุ่มคำนวณ
vf(mm/min):
Table Feed per Min.
z:Insert Number
n(min-1):
Main Axis Spindle Speed (Feed per Revolution f=zxfz)
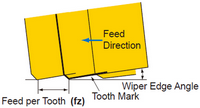
fz(mm/t.):Feed per Tooth
เมื่อความเร็วแกนหลักอยู่ที่ 500 นาที-1 จำนวนเม็ด เม็ดมีด อยู่ที่ 10 และอัตราป้อนโต๊ะอยู่ที่ 500 มม./นาที อัตราการป้อนต่อฟันจะเป็นเท่าไร
แทนค่าตัวเลขข้างต้นลงในสูตร
fz=Vf÷(z×n)=500÷(10×500)=0.1มม./ตัน
คำตอบคือ 0.1มม.ต่อตัน
vf(mm/min): Table Feed per Min.
z:Insert Number
n(min-1): Main Axis Spindle Speed
fz(mm/t.):Feed per Tooth
ค่าฟีดโต๊ะคือเท่าใดเมื่ออัตราฟีดต่อฟันเท่ากับ 0.1 มม./ตัน จำนวน เม็ดมีด เท่ากับ 10 และความเร็วรอบแกนหลักเท่ากับ 500 นาที-1
แทนค่าตัวเลขข้างต้นลงในสูตร
vf=fz×z×n=0.1×10×500=500มม./นาที
อัตราป้อนโต๊ะคือ 500 มม./นาที
ป้อนค่า
L(mm):Total Table Feed Length (Workpiece Length: (l)+Cutter Diameter:DC))
vf(mm/min):Table Feed per Min.
Tc(min):Cutting Time
เวลาการตัดที่จำเป็นในการเก็บผิวบล็อกเหล็กหล่อ (JIS FC200) ที่มีความกว้าง 100 มม. และความยาว 300 มม. คือเท่าใด เมื่อเส้นผ่านศูนย์กลางของหัวกัดคือ ø200 มม. จำนวนเม็ดมีดคือ 16 เม็ด ความเร็วในการตัดคือ 125 ม./นาที และอัตราป้อนต่อฟันคือ 0.25 มม. (ความเร็วรอบแกนหมุนคือ 200 นาที-1)
คำนวณการป้อนอาหารต่อนาที
vf=0.25×16×200=800มม./นาที
คำนวณความยาวฟีดตารางทั้งหมด
ยาว=300+200=500มม.
แทนคำตอบข้างต้นลงในสูตร
Tc=500÷800=0.625(นาที)
0.625×60=37.5(วินาที) คำตอบคือ 37.5 วินาที