



















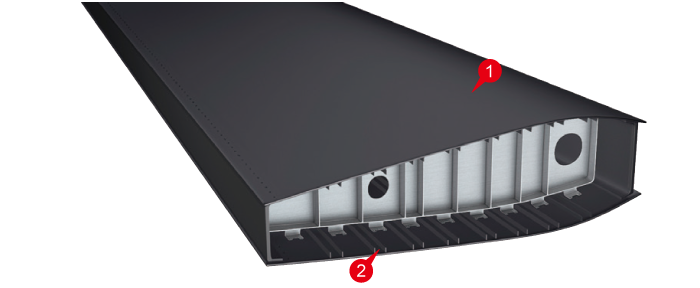
โครงอากาศ
ปีก CFRP
1. การเจาะ
ดอกสว่าน MCC: ใช้ดอกสว่านแบบมุม 90° เพื่อลดแรงขับขณะเจาะ ซึ่งจะช่วยป้องกันการแยกตัวของชิ้นส่วนและยังปรับปรุงความคลาดเคลื่อนของรูอีกด้วย
ดอกสว่าน MCA: การออกแบบร่องดอกสว่านที่เป็นเอกลักษณ์เฉพาะถูกนำมาใช้เพื่อป้องกันไม่ให้เศษอลูมิเนียมทำลายผิวสำเร็จของส่วน CFRP จึงทำให้ช่องว่างในขนาดรูระหว่างส่วนอลูมิเนียมและ CFRP ลดลง
2. การตัดแต่ง
อายุการใช้งานของเครื่องมือตัดมักจะสั้นมากเนื่องจากเส้นใยคาร์บอนมีความแข็งแรงสูง นอกจากนี้ ยังเกิดการแยกชั้นและการเสี้ยนได้ง่ายในระหว่างการตัด ดังนั้น การใช้เครื่องมือที่เคลือบสารต้านทานการสึกหรอสูงจึงมีประสิทธิภาพ
ดอกกัดเอ็นมิล DFC ช่วยลดการเกิดครีบและการแยกตัวเนื่องจากเทคโนโลยีการเคลือบเพชร CVD ร่วมกับรูปทรงเครื่องมือที่เหมาะสมที่สุด ส่งผลให้เครื่องมือมีอายุการใช้งานยาวนานขึ้นและการตัดเฉือนมีคุณภาพสูง
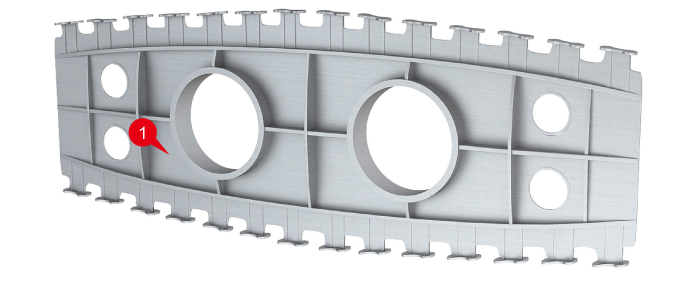
ซี่โครงปีก
1. เครื่องมือกัด หน้า การกัดแบบ Pocket เครื่องมือกัด
เครื่องมือกัด ชิ้นส่วนประเภทซี่โครงเกี่ยวข้องกับการตัดเฉือนปริมาณมากเกินกว่า 90% ดังนั้น จำเป็นต้องใช้เครื่องจักรประสิทธิภาพสูงที่ความเร็วสูงเพื่อลดต้นทุน
ซีรีส์ AXD มีความต้านทานการตัดต่ำโดยไม่ลดความแข็งแรงของคม เม็ดมีด เนื่องจากมีขอบแบบเกลียวและมุมบรรเทาที่ได้รับการปรับให้เหมาะสม
นอกจากนี้ คมตัด นูนยังช่วยให้กำจัดเศษโลหะได้ดี ส่งผลให้การตัดเฉือนมีความเร็วสูงและประสิทธิภาพสูง
การใช้เกรด MP9120 มีประสิทธิภาพสูงในการตัดความเร็วสูงเป็นพิเศษ
ซีรีส์ ALIMASTER สามารถขจัดเศษโลหะได้ดีเนื่องจากรูปร่างหน้าตัดของร่องฟันมีลักษณะเฉพาะ ทำให้สามารถตัดเฉือนด้วยความเร็วสูงและประสิทธิภาพสูง
หัวของเครื่องกัดปลายแบบเปลี่ยนได้ iMX สำหรับการกลึงโลหะผสมอะลูมิเนียมช่วยป้องกันการเชื่อมเนื่องจากมีมุมเอียงที่กว้างและการเคลือบกระจกเพื่อประสิทธิภาพที่ดียิ่งขึ้น
บานพับ
1. เครื่องมือกัด ด้านข้าง เครื่องมือกัด แบบหยาบ
เมื่อทำการกลึงโลหะผสมไทเทเนียมแบบหยาบ การบิ่นและความเสียหายที่ผิดปกติของ คมตัด อาจเกิดขึ้นได้ง่ายหากใช้เครื่องมือที่มีความแข็งต่ำ แนะนำให้ใช้เครื่องมือที่มีความแข็งสูงและเม็ดมีดที่มีความต้านทานการตัดต่ำ ซีรีส์ VFX มีการออกแบบที่มีความแข็งสูงและความต้านทานการตัดต่ำเนื่องจาก คมตัด โค้งนูนและหน้าจับยึดแบบ V-formation ช่วยให้การกลึงมีความเสถียร
2. การเจาะ
ประสิทธิภาพ การเจาะ ในเหล็กกล้าไร้สนิมชุบแข็งแบบตกตะกอน 15-5PH
ความเสียหายที่ผิดปกติ เช่น การบิ่นและการแตก คมตัด เกิดขึ้นได้ง่ายเนื่องจากความแข็ง 15-5PH ซึ่งมักใช้กับชิ้นส่วนเครื่องบิน ดอกสว่านซีรีส์ MMS ช่วยให้การตัดเฉือนมีความเสถียรด้วยเทคโนโลยีการเคลือบที่ยอดเยี่ยม ผสานกับรูปทรงเครื่องมือที่ปรับให้เหมาะสม
รางแฟล็ป
1. เครื่องมือกัด หน้า เครื่องมือกัด กัดข้าง
มีข้อกังวลเกี่ยวกับการแตกและการแตกหักในระหว่างการหยาบความเร็วสูง เนื่องจากความต้านทานการตัดแตกต่างกันในกระบวนการสร้างเศษฟันเลื่อยในการหยาบโลหะผสมไททาเนียม
การผสมผสานระหว่างเกรด MP9130 ที่พัฒนาขึ้นใหม่ซึ่งมีความทนทานต่อการสึกหรอดีเยี่ยมเนื่องจากการเคลือบหลายชั้นและตัวตัด JL ที่มีความต้านทานการตัดต่ำ ช่วยให้สามารถกลึงหยาบด้วยความเร็วสูงได้อย่างเสถียร
1. เครื่องมือกัด ด้านข้าง การกัดแบบ Pocket เครื่องมือกัด
ซีรีส์ ARP: เมื่อทำการกลึงหยาบโลหะผสมไทเทเนียมเนื่องจากประเภทของเศษ ทำให้เกิดปัญหาการแตกและการบิ่น เม็ดมีดซีรีส์ ARP มีให้เลือกทั้งรูปทรง 3 แบบ และเกรดเครื่องมือ MP9130 ใหม่ การผสมผสานนี้ทำให้การกลึงมีความเสถียรเมื่อทำการกลึงหยาบและการตกแต่งโลหะผสมไทเทเนียม
ซีรีส์ Coolstar: เมื่อทำการกลึงโลหะผสมไทเทเนียม เนื่องจากค่าการนำความร้อนต่ำ ความร้อนที่เกิดขึ้นระหว่างการกลึงจึงกระจายตัวอยู่รอบ คมตัด ส่งผลให้เกิดปัญหาในการเชื่อม จึงจำเป็นต้องป้องกันการเกิดความร้อนและกำจัดเศษโลหะได้อย่างมีประสิทธิภาพ ซีรีส์ Coolstar ได้รับการออกแบบให้มีรูระบายความร้อนหลายรูในร่องของเครื่องมือ ซึ่งช่วยให้ระบายความร้อนได้อย่างมีประสิทธิภาพและเพิ่มประสิทธิภาพในการระบายเศษโลหะ
ENGINE
ปลอกหุ้มการเผาไหม้
1. การตัดแบบเกลียว, เครื่องมือกัด โปรไฟล์
โลหะผสมที่ทนทานต่อความร้อนและตัดยากที่มีส่วนประกอบเป็นนิเกิล เช่น Inconel® 718 จะอ่อนตัวลงเมื่ออุณหภูมิสูงกว่า 800ºC ที่อุณหภูมิเหล่านี้ วัสดุที่ตัดยากจะกลึงได้ง่ายขึ้น เนื่องจากความแข็งแรงในการรับน้ำหนักและแรงดึงจะลดลง
เครื่องกัดปลายเซรามิกสามารถทำงานได้อย่างมีประสิทธิภาพในอุณหภูมิสูงเหล่านี้ และสร้างความร้อนได้ด้วยตัวเองตามที่จำเป็นเพื่อทำให้วัสดุที่ผ่านการกลึงอ่อนตัวลงผ่านอัตราป้อนและความเร็วที่สูงเป็นพิเศษ
2. การกลึงชิ้น เม็ดมีด ต้านทานพื้นผิวด้านบนของส่วนที่ยื่นออกมา
เมื่อทำการกลึงโลหะผสมที่มีส่วนประกอบเป็นนิกเกิลซึ่งมีค่าการนำความร้อนต่ำและผ่านการชุบแข็งจากการทำงาน จำเป็นต้องใช้ คมตัด ที่มีความสมดุลดีและเกรดการเคลือบที่เหนือกว่า
ซีรีส์ APX ยืดอายุการใช้งานของเครื่องมือได้อย่างมากเนื่องจากรูปทรงของ คมตัด ได้รับการปรับให้เหมาะสมและ เม็ดมีด เกรดใหม่
3. การเจาะ
กุญแจสำคัญอยู่ที่วิธีการระบายความร้อน คมตัด เมื่อเจาะโลหะผสมที่มีส่วนประกอบของนิกเกิล
สามารถยืดอายุการใช้งานของเครื่องมือได้อย่างมากด้วยการใช้สว่านคาร์ไบด์แข็งที่ใช้เทคโนโลยี TRI-Cooling ผ่านทางน้ำหล่อเย็นพร้อมระบบจ่ายน้ำหล่อเย็นแรงดันสูง
บลิสก์
1. เครื่องมือกัด โปรไฟล์สำเร็จรูป
เมื่อทำการกลึงโลหะผสมที่มีส่วนประกอบเป็นนิกเกิลซึ่งมีค่าการนำความร้อนต่ำและผ่านการชุบแข็งจากการทำงาน จำเป็นต้องใช้ คมตัด ที่มีความสมดุลดีและเกรดการเคลือบที่เหนือกว่า
เครื่องกัดปลายทรงกลมควบคุมการสั่นสะเทือน SMART MIRACLE รุ่นล่าสุดมีรูปทรงระยะพิทช์ที่ปรับเปลี่ยนได้พร้อมขอบตัดรัศมีที่ได้รับการออกแบบใหม่เพื่อลดการสั่นสะเทือน

ปลอกพัดลม
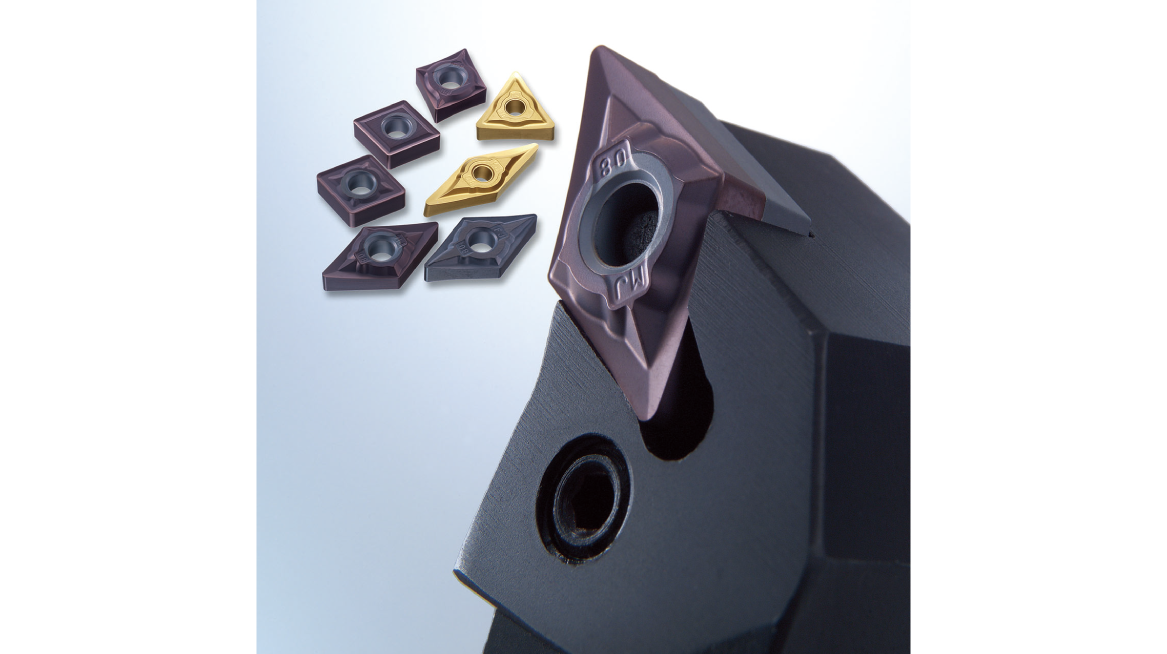
1. การกลึงภายนอกและ เครื่องมือกลึง หน้าและภายใน
อายุการใช้งานเครื่องมือโดยประมาณคือ 120 นาทีที่ความเร็ว 80 ม./นาที และ 60 นาทีที่ความเร็ว 120 ม./นาที เมื่อกลึงโลหะผสมไททาเนียมเพื่อการตกแต่ง แนะนำให้ใช้เกรดที่ไม่เคลือบเป็นอันดับแรก

1 JT Holder
ที่จับกัดหล่อลื่นภายใน
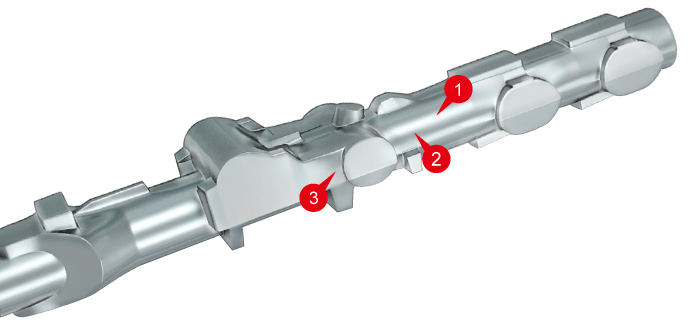
เพลา
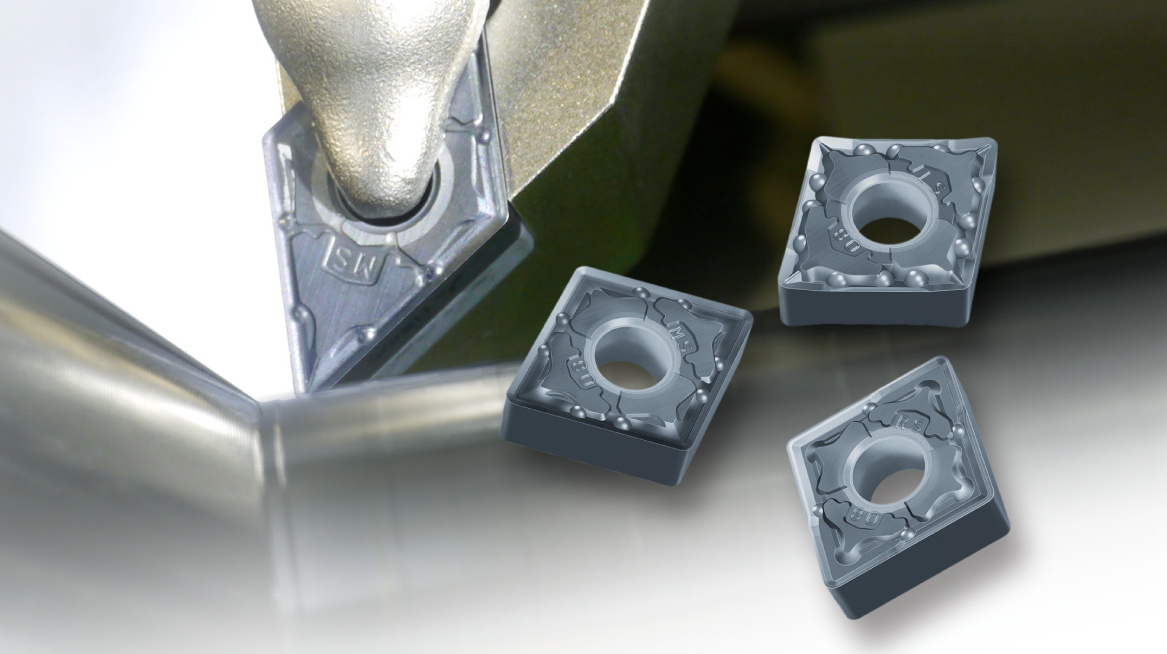
1. การกลึงภายนอกและ เครื่องมือกลึง หน้าและภายใน
เมื่อทำการกลึงเพลาเครื่องยนต์แบบหยาบที่ทำจากเหล็กกล้าตัดเฉือน แนะนำให้ใช้เกรดสำหรับวัสดุแข็ง เช่น VP05RT โดยใช้ CBN
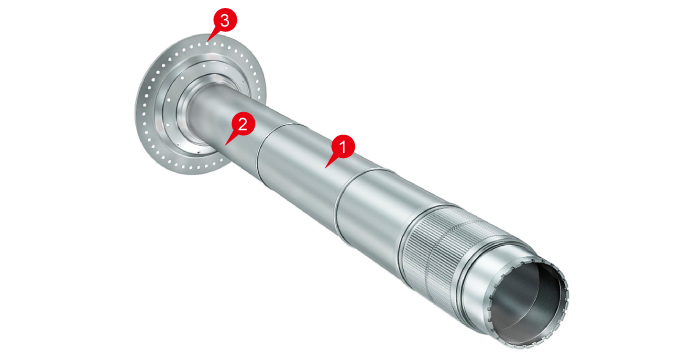
เกียร์ลงจอด
เพลา
1. การเจาะ
การยึดเกาะและความร้อนสะสมที่ คมตัด เกิดขึ้นได้ง่ายในระหว่างการเจาะโลหะผสมไททาเนียม เนื่องจากมีค่าการนำความร้อนต่ำ จึงเป็นสิ่งสำคัญที่ต้องระบายความร้อนที่ คมตัด อย่างมีประสิทธิภาพและระบายเศษโลหะได้อย่างราบรื่น ดอกสว่าน MNS ให้ประสิทธิภาพการระบายความร้อนและการระบายเศษโลหะที่ยอดเยี่ยม เนื่องจากการจัดเรียงรูหล่อเย็นที่เป็นเอกลักษณ์และการใช้รูปทรงร่องที่เหมาะสมที่สุด จึงทำให้การตัดเฉือนมีความเสถียรแม้ขณะเจาะโลหะผสมไททาเนียม
2. เครื่องมือกัด โปรไฟล์สำเร็จรูป
เมื่อทำการกลึงโปรไฟล์โลหะผสมไททาเนียม อาจเกิดการแตกและความเสียหายที่ผิดปกติของ คมตัด และเกิดการสั่นสะเทือนได้ง่าย
การใช้เครื่องมือที่ได้รับการออกแบบมาเพื่อควบคุมการสั่นสะเทือนนั้นมีประสิทธิผล
เครื่องกัดปลายทรงกลมควบคุมการสั่นสะเทือน SMART MIRACLE รุ่นล่าสุดมีรูปทรงระยะพิทช์ที่ปรับเปลี่ยนได้พร้อมขอบตัดรัศมีที่ได้รับการออกแบบใหม่เพื่อลดการสั่นสะเทือน
3. เครื่องมือกัด หยาบ
เมื่อทำการกลึงโลหะผสมไทเทเนียมแบบหยาบ การบิ่นและความเสียหายที่ผิดปกติของ คมตัด อาจเกิดขึ้นได้ง่ายหากใช้เครื่องมือที่มีความแข็งต่ำ แนะนำให้ใช้เครื่องมือที่มีความแข็งสูงและเม็ดมีดที่มีความต้านทานการตัดต่ำ ซีรีส์ VFX มีการออกแบบที่มีความแข็งสูงและความต้านทานการตัดต่ำเนื่องจาก คมตัด โค้งนูนและหน้าจับยึดแบบ V-formation ช่วยให้การกลึงมีความเสถียร
ดาวน์โหลด เนื้อหา

 ประเทศญี่ปุ่น
ประเทศญี่ปุ่น ประเทศสหรัฐอเมริกา
ประเทศสหรัฐอเมริกา เม็กซิโก
เม็กซิโก บราซิล
บราซิล สหภาพยุโรป
สหภาพยุโรป สหราชอาณาจักร
สหราชอาณาจักร ประเทศเยอรมนี
ประเทศเยอรมนี สเปน
สเปน ฝรั่งเศส
ฝรั่งเศส อิตาลี
อิตาลี โปแลนด์
โปแลนด์ ตุรกี
ตุรกี สาธารณรัฐเช็ก
สาธารณรัฐเช็ก จีน
จีน เอเชียแปซิฟิก
เอเชียแปซิฟิก เวียดนาม
เวียดนาม ประเทศอินโดนีเซีย
ประเทศอินโดนีเซีย อินเดีย
อินเดีย