Japan
Japan United States
United States Mexico
Mexico Brazil
Brazil EU
EU United Kingdom
United Kingdom Germany
Germany Spain
Spain France
France Italy
Italy Poland
Poland Turkey
Turkey China
China South East Asia, Oceania, South Africa
South East Asia, Oceania, South Africa India
India![]() For steels
For steels
![]() For stainless steels
For stainless steels
![]() For cast iron
For cast iron
![]() For non-ferrous metal
For non-ferrous metal
![]() For difficult to cut material
For difficult to cut material
![]() For hardened material
For hardened material

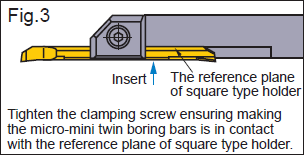
When using Mitsubishi holders with a tool overhang of 5 lxd, ensure that the 3rd clamping screw is removed prior to machining. (For RBH1620N, RBH19020N there are no 3rd clamping screws).
The set torque value for clamping screw is 18 lbf-in. (2.0 N • m)