 Japan
Japan  United States
United States  Mexico
Mexico  Brazil
Brazil  EU
EU  United Kingdom
United Kingdom  Germany
Germany  Spain
Spain  France
France  Italy
Italy  Poland
Poland  Turkey
Turkey  Czechia
Czechia  China
China  Asia Pacific
Asia Pacific  Vietnam
Vietnam  Indonesia
Indonesia  India
India ![]() For steels
For steels
![]() For stainless steels
For stainless steels
![]() For cast iron
For cast iron
![]() For non-ferrous metal
For non-ferrous metal
![]() For difficult to cut material
For difficult to cut material
![]() For hardened material
For hardened material
vc(SFM):Cutting Speed
DC(inch);Cutter Diameter
π(3.14):Pi
n(min-1):Main Axis Spindle Speed
What is the cutting speed when main axis spindle speed is 350min-1 and the cutter diameter is ø5" ?
Substitute π=3.14, DC=5", n=350 into the formulae.
vc=π×DC×n÷12=3.14×5"×350÷12=457.9SFM
The cutting speed is 457.9SFM.
Check the item you want to calculate, input values in the three boxes, and then press the Calculate button.
vf(IPM):
Table Feed per Min.
z:Insert Number
n(min-1):
Main Axis Spindle Speed (Feed per Revolution f=zxfz)
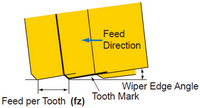
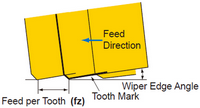
fz(IPT):Feed per Tooth
What is the feed per tooth when the main axis spindle speed is 500min-1, number of insert is 10, and table feed is 20inch/min?
Substitute the above figures into the formulae.
fz=Vf÷(z×n)=20÷(10×500)=.004IPT
The answer is .004IPT.
vf(IPM): Table Feed per Min.
z:Insert Number
n(min-1): Main Axis Spindle Speed
fz(IPT):Feed per Tooth
What is the table feed when feed per tooth is .004IPT, number of insert is 10, and main axis spindle speed is 500min-1?
Substitute the above figures into the formulae.
vf=fz×z×n=.004IPT×10×500=20inch/min
The table feed is 20inch/min.
L(mm):Total Table Feed Length (Workpiece Length: (l)+Cutter Diameter:DC))
vf(mm/min):Table Feed per Min.
Tc(min):Cutting Time
What is the cutting time required for finishing 100mm width and 300mm length surface of a cast iron (JIS FC200) block when the cutter diameter is ø200mm, the number of inserts is 16, the cutting speed is 125m/min, and feed per tooth is 0.25mm. (spindle speed is 200min-1)
Calculate table feed per min
vf=0.25×16×200=800mm/min
Calculate total table feed length.
L=300+200=500mm
Substitute the above answers into the formula.
Tc=500÷800=0.625(min)
0.625×60=37.5(sec). The answer is 37.5 sec.
Check the item you want to calculate, input values in the two boxes, and then press the Calculate button.
*Divide by 1000 to change to m from mm.
DC(mm);Cutter Diameter
π(3.14):Pi
n(min-1):Main Axis Spindle Speed
vc(m/min):Cutting Speed
What is the cutting speed when main axis spindle speed is 350min-1 and the cutter diameter is ø125 ?
Substitute π=3.14, DC=125, n=350 into the formula.
vc=(π•DC•n)÷1000=(3.14×125×350)÷1000
=137.4m/min
The cutting speed is 137.4m/min.
Check the item you want to calculate, input values in the three boxes, and then press the Calculate button.
vf(mm/min):
Table Feed per Min.
z:Insert Number
n(min-1):
Main Axis Spindle Speed (Feed per Revolution f=zxfz)
fz(mm/t.):Feed per Tooth
What is the feed per tooth when the main axis spindle speed is 500min-1, number of insert is 10, and table feed is 500mm/min?
Substitute the above figures into the formula.
fz=Vf÷(z×n)=500÷(10×500)=0.1mm/t.
The answer is 0.1mm/t.
vf(mm/min): Table Feed per Min.
z:Insert Number
n(min-1): Main Axis Spindle Speed
fz(mm/t.):Feed per Tooth
What is the table feed when feed per tooth is 0.1mm/t., number of insert is 10, and main axis spindle speed is 500min-1?
Substitute the above figures into the formula.
vf=fz×z×n=0.1×10×500=500mm/min
The table feed is 500mm/min.
Input the values.
L(mm):Total Table Feed Length (Workpiece Length: (l)+Cutter Diameter:DC))
vf(mm/min):Table Feed per Min.
Tc(min):Cutting Time
What is the cutting time required for finishing 100mm width and 300mm length surface of a cast iron (JIS FC200) block when the cutter diameter is ø200mm, the number of inserts is 16, the cutting speed is 125m/min, and feed per tooth is 0.25mm. (spindle speed is 200min-1)
Calculate table feed per min
vf=0.25×16×200=800mm/min
Calculate total table feed length.
L=300+200=500mm
Substitute the above answers into the formula.
Tc=500÷800=0.625(min)
0.625×60=37.5(sec). The answer is 37.5 sec.