 Japan
Japan  United States
United States  Mexico
Mexico  Brazil
Brazil  EU
EU  United Kingdom
United Kingdom  Germany
Germany  Spain
Spain  France
France  Italy
Italy  Poland
Poland  Turkey
Turkey  Czechia
Czechia  China
China  Asia Pacific
Asia Pacific  Vietnam
Vietnam  Indonesia
Indonesia  India
India ![]() For steels
For steels
![]() For stainless steels
For stainless steels
![]() For cast iron
For cast iron
![]() For non-ferrous metal
For non-ferrous metal
![]() For difficult to cut material
For difficult to cut material
![]() For hardened material
For hardened material

Improving Surface Finish
Under the same machining conditions as conventional breakers, but with the feed rate increased, the surface finish of the work materialcan be improved.
Improving Efficiency
High feed rates not only shorten machining times but also make itpossible to combine roughing and finishing operations.
Increased Tool Life
When a change to high feed conditions, the time required to cut one component is decreased, thus more parts can be machined with each insert. In addition, the high feed rate prevents rubbing, therefore,delaying the progression of wear and increasing the tool life of the insert.
Improving Chip Control
Under high feed conditions, the chips generated become thicker and are more easily broken, thus, chip control is improved.

Preventing the cutting edge from vibration during boring and turning of small diameter work material as well as providing excellent surface finish.



Standard holders can be used.
(*A double clamp, high rigidity tool is recommended.)
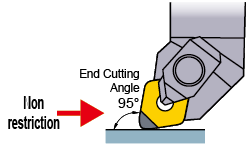
Use a holder with end cutting angle 93° for improving wiper efficiency. A holder with end cutting angle 91° can improve wiper efficiency, however, there is no wiper efficiency with other end cutting angles (60°, 90°,107°etc.).
