 Japan
Japan  United States
United States  Mexico
Mexico  Brazil
Brazil  EU
EU  United Kingdom
United Kingdom  Germany
Germany  Spain
Spain  France
France  Italy
Italy  Poland
Poland  Turkey
Turkey  Czechia
Czechia  China
China  Asia Pacific
Asia Pacific  Vietnam
Vietnam  Indonesia
Indonesia  India
India ![]() For steels
For steels
![]() For stainless steels
For stainless steels
![]() For cast iron
For cast iron
![]() For non-ferrous metal
For non-ferrous metal
![]() For difficult to cut material
For difficult to cut material
![]() For hardened material
For hardened material
TOOL NAVI supports our customers with information and suitable cutting conditions for each work material by selecting an optimal indexable insert together with the optional tool.
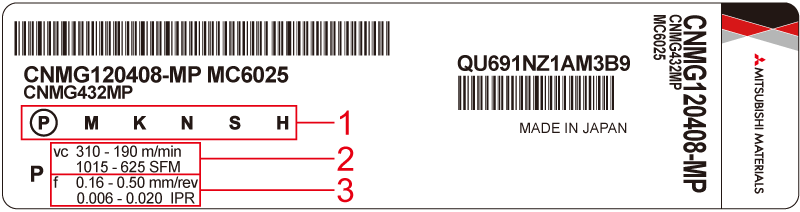
P : Steel (Material reference : Carbon steel, alloy steel 180HB)
M : Stainless steel (Material reference : Austenitic stainless steel 180HB)
K : Cast iron (Material reference : Gray cast iron, ductile cast iron 180HB)
N : Aluminium alloy, non-ferrous metal
S : Material reference : Titanium alloy 320HB, Ni, Co-Based Alloy 400HB
H : Hardened steel 60HRC
*1. The above is an example. There may be inserts recommended for multiple work materials.
*2. Please contact us for recommended cutting conditions using coefficient values other than the above.

*3. N :Life based on each grade. For stable choose the performance cutting speed and for unstable choose the tool life feed rate.
*4. The tool life is based on the following (VB wear). Some materials include elements other than this.
PMKS・・・VB=0.3mm
H ・・・VB=0.1mm
Minimum and maximum feed rate settings are based on the chip control range of the chip breaker.
Cutting speed has a large affect on tool life. TOOL NAVI is based on Taylor's equation (relationship vc Tn=C between tool grade, cutting conditions, and tool life). Therefore, performance speed and tool life is found for each work material. When the customer requires a different tool life, obtain coefficient values of the grade you use from the charts below. Multiply the coefficient values by the cutting speed to calculate a new cutting speed.

Hardness of the work material also affects tool life. Mitsubishi's TOOL NAVI suggests cutting speed variations when hardness differs. Obtain the suitable coefficient value for each type of work material from the chart below. Multiply the coefficient value by the recommended cutting speed of the grade you use to calculate a new cutting speed.
