 日本
日本  アメリカ合衆国
アメリカ合衆国  メキシコ
メキシコ  ブラジル
ブラジル  EU
EU  イギリス
イギリス  ドイツ
ドイツ  スペイン
スペイン  フランス
フランス  イタリア
イタリア  ポーランド
ポーランド  トルコ
トルコ  チェコ
チェコ  中国
中国  Asia Pacific
Asia Pacific  ベトナム
ベトナム  インドネシア
インドネシア  インド
インド ![]() 鋼用
鋼用
![]() ステンレス鋼
ステンレス鋼
![]() 鋳鉄対応
鋳鉄対応
![]() 非鉄対応
非鉄対応
![]() 難削材対応
難削材対応
![]() 高硬度材対応
高硬度材対応
TOOL NAVI は、被削材質に適したインサートと、そのインサートに適した最適工具を容易に選び出し、またその被削材質に適した推奨加工条件をご提供し、お客様の切削加工をサポートするシステムです。
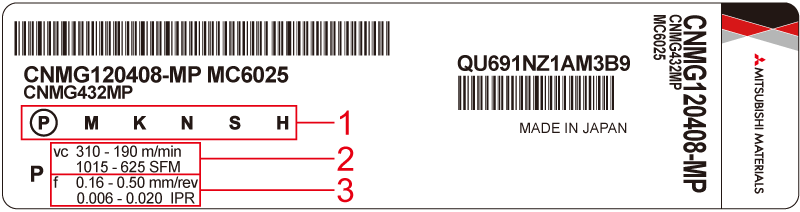
P : 鋼(参照被削材:炭素鋼、合金鋼 180HB)
M : ステンレス鋼(参照被削材:オーステナイト系ステンレス鋼 180HB)
K : 鋳鉄(参照被削材:ねずみ鋳鉄、ダクタイル鋳鉄 180HB)
N : アルミニウム合金、非鉄金属
S : 参照被削材:チタン合金 320HB、ニッケル基合金 400HB
H : 高硬度鋼60HRC
*1. 上記は一例であり複数の被削材に推奨する場合がございます。
*2. 上記以外の被削材に関する係数は弊社営業所にお問い合わせください。

*3. N 種については、材種毎に寿命基準を設定しております。TOOLNAVI 表示の推奨速度については、安定切削においては加工能率重視速度、不安定切削においては工具寿命重視速度にてご使用ください。
*4. TOOLNAVI における工具寿命は、以下のVB 摩耗量を基準としていますが、一部材種はこれ以外の要素を加味しております。
PMKS・・・VB=0.3mm
H ・・・VB=0.1mm
最小および最大送り量は、チップブレーカの切りくず処理範囲で設定されております。
切削速度は、工具寿命に大きく影響します。TOOL NAVI はテーラの方程式(工具材種、切削条件と工具寿命との関係式 vc Tn=C)を基本として、被削材毎に下記の基準を目安にして加工能率重視速度と工具寿命重視速度を求めています。もし、お客様の必要な工具寿命時間が異なる場合は、使用される材種の補正値を下表から求めて、その値を加工能率重視切削速度に掛けることによって新しい切削速度が算出できます。

被削材の硬さは、工具寿命に大きく影響します。 TOOL NAVI は被削材の硬さ180HBにての切削速度を表示しています。お客様の加工される被削材の硬さが異なる場合は、下表より硬度にあった補正値を求めて、その値を使用されるインサートの推奨切削速度に掛けることにより、新しい切削速度が算出できます。

