 日本
日本  美国
美国  墨西哥
墨西哥  巴西
巴西  EU
EU  英国
英国  德国
德国  西班牙
西班牙  法国
法国  意大利
意大利  波兰
波兰  土耳其
土耳其  捷克
捷克  中国
中国  Asia Pacific
Asia Pacific  越南
越南  印度尼西亚
印度尼西亚  印度
印度 ![]() 钢
钢
![]() 不锈钢
不锈钢
![]() 铸铁
铸铁
![]() 有色金属、非金属
有色金属、非金属
![]() 耐热合金
耐热合金
![]() 高硬度材料
高硬度材料
请选择要计算的项目,在2个空格内输入数字,按计算按钮。
*用1000去除,为将mm换算成m
VC(m/min):切削速度
Dm(mm):工件材料直径
π(3.14):圆周率
n(min-1):主轴转速
主轴转速700min-1、工件直径Ø50,求此时的切削速度。
π=3.14、Dm=50、n=700代入公式
vc=(π×Dm×n)÷1000=(3.14×50×700)÷1000
=110(m/min)
切削速度为110m/min
请选择要计算的项目,在2个空格内输入数字,按计算按钮。
f(mm/rev):每转进给量
l(mm/min):每分钟切削长度
n(min-1):主轴转速
主轴转速500min-1、每分钟切削长度 120mm/min,求此时的每转进给量。
n=500、l=120代入公式
f=l÷n=120÷500=0.24 mm/rev
每转进给量为0.24mm/rev
请输入数值。
Tc(min):切削时间
lm(mm):工件长度
l(mm/min):每分钟的切削长度
长度100mm的工件,主轴转速1000min-1、进给量 0.2mm/rev,求此时的切削时间。
首先根据进给量与主轴转速,求出每分钟切削长度。
l=f×n=0.2×1000=200 mm/min
将l代入公式
Tc=lm÷l=100÷200=0.5min
0.5×60=30(sec)30秒
请输入数值。
h (μm):表面粗糙度
f (mm/rev):每转进给量
RE (mm):刀尖圆弧半径
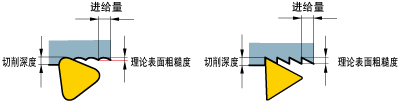
刀尖圆弧半径0.8mm、进给量为0.2mm/rev, 求理论表面粗糙度。
将f=0.2mm/rev、RE=0.8代入公式
h=0.22÷(8×0.8)×1000=6.25μm
理论表面粗糙度6μm