鋼旋削加工用サーメット材種
MP3115 / MX3115
抜群の寸法維持 光沢仕上げ面を持続
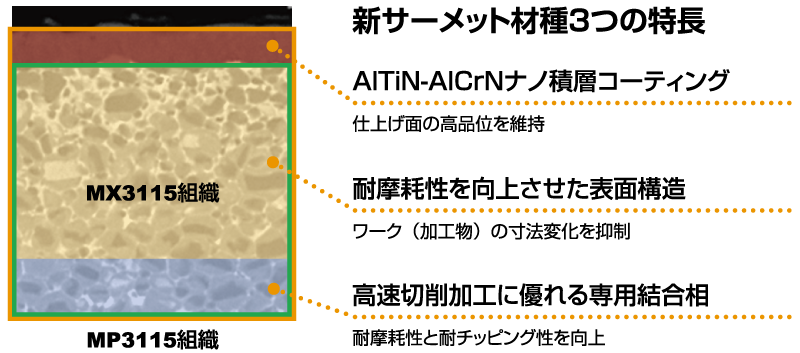
材種の特長
表面平滑化とサーメット組織の最適化により、ワークの寸法変化抑制と仕上げ面の持続性を実現
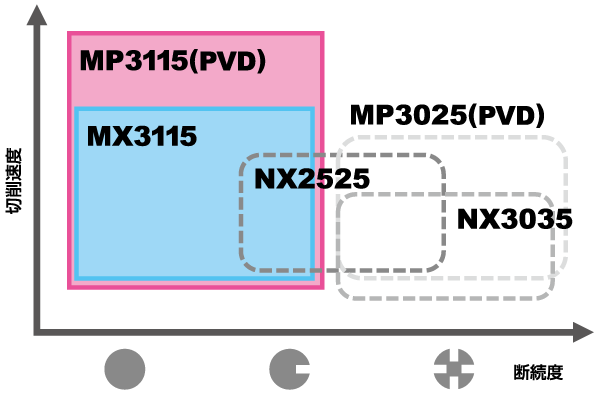
旋削用サーメット材種適用領域
サーメット材種の中で高速切削に適した材種です。推奨切削速度:vc=150-350 m/min
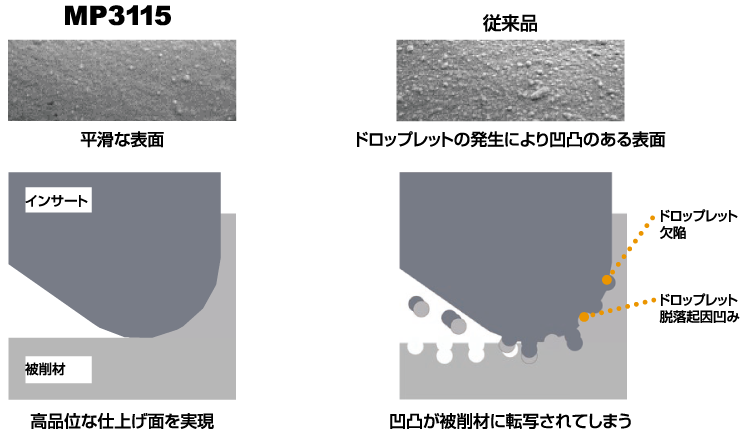
MP3115
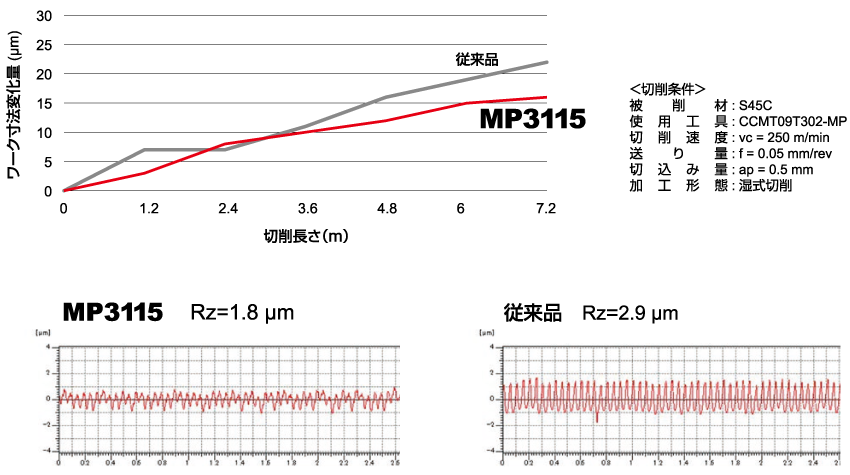
表面平滑化を極めたPVD コーティング
コーティング生成時に発生するドロップレット由来の欠陥を抑制することで、コーティング表面の平滑性を極限まで高めました。これにより、被削材との反応や溶着を防止し、高品位な仕上げ面を安定して維持します。
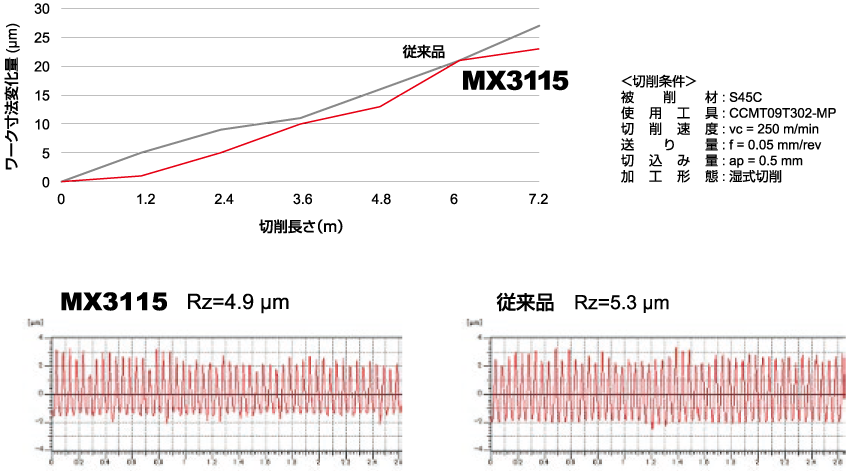
合金鋼S45C:ワーク寸法変化量・面粗さ比較
従来品と比較し、初期のワーク(加工物)寸法変化も抑制され、面粗さはRzで1μmも向上しています。
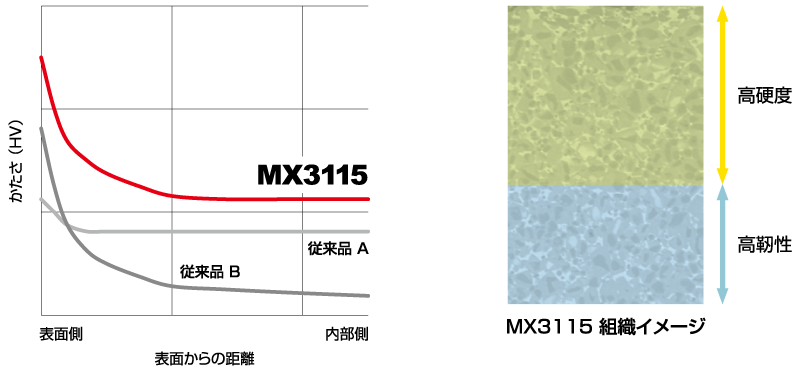
MX3115
表面は極限まで硬く、内部はしなやかなサーメット
表面と内部の結合相密度を最適化することで、表面はさらに硬く、内部は靭性のある組織で安定した仕上げ加工を持続できます。
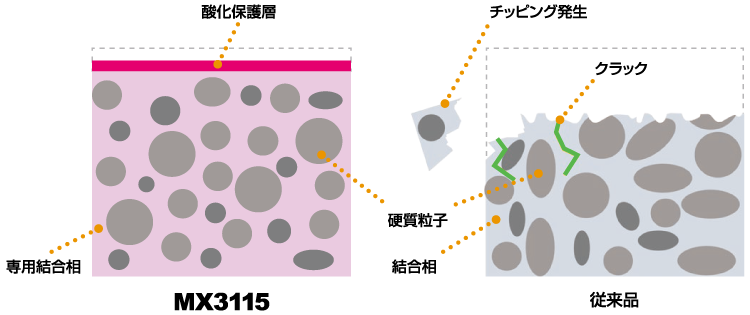
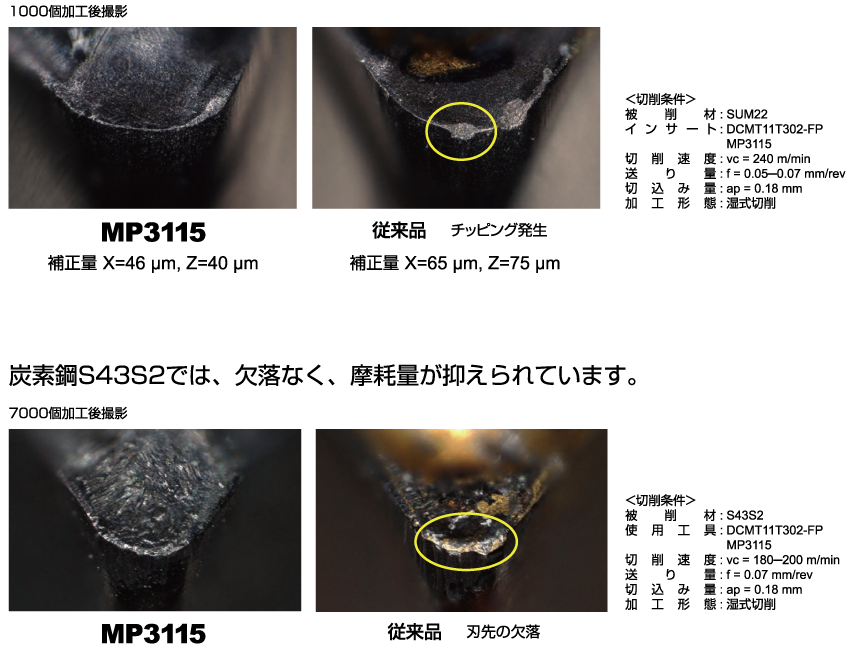
突発欠損から刃先を保護
切削中に形成される酸化保護層により、酸化による摩耗を抑制します。
さらに、専用結合相を開発したことにより、結合相の強靭化に成功することで、クラックの成長を抑制し、耐チッピング性も向上しています。
切削性能
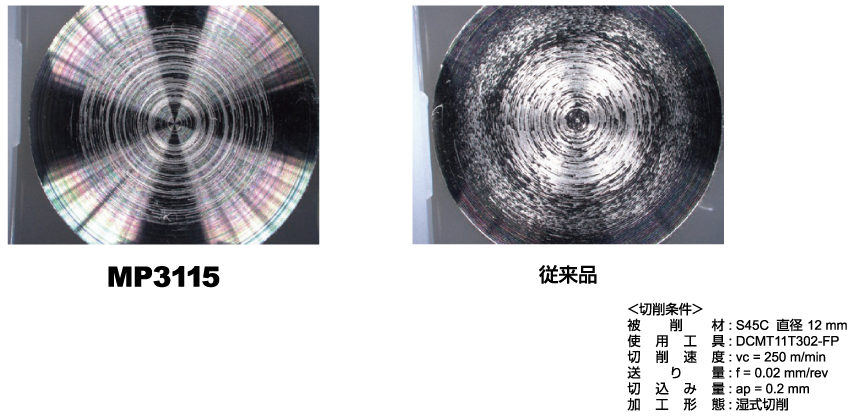
合金鋼S45C : 端面湿式加工でのワーク外観比較
低速切削領域の中心部においても、平滑かつ高硬度な表面が溶着を抑制し、高品位な仕上げ面を維持します。
合金鋼S45C:ワーク寸法変化量・面粗さ比較
コーティングなしのサーメット材種でもワーク寸法変化量は少なく、面粗さも良好です。
顧客使用例
協賛 松本興産株式会社
前挽き加工
快削鋼SUM22では工具補正量が2/3となりました。
パンフレットの裏面下の年月付の最新情報です。最新情報については総合カタログ及びWebカタログをご参照ください。
 日本
日本  アメリカ合衆国
アメリカ合衆国  メキシコ
メキシコ  ブラジル
ブラジル  EU
EU  イギリス
イギリス  ドイツ
ドイツ  スペイン
スペイン  フランス
フランス  イタリア
イタリア  ポーランド
ポーランド  トルコ
トルコ  チェコ
チェコ  中国
中国  Asia Pacific
Asia Pacific  ベトナム
ベトナム  インドネシア
インドネシア  インド
インド 