鋼旋削加工用CVDコーテッド超硬材種
MC6100シリーズ


特長
鋼旋削加工用CVDコーテッド超硬材種 MC6115 / MC6125 / MC6135
密着性と結晶配向制御技術を強化し、安定性と耐摩耗性を飛躍的にグレードアップさせました。

ネガティブインサートに加えポジティブインサートも追加され、小径内径加工や仕上げ加工など幅広い加工が可能となりました。
"Super" ナノテクスチャーテクノロジー
従来のナノテクスチャーテクノロジーをさらに改良することで、業界最高レベルの結晶方位制御Al2O3を実現しました。より緻密かつ均一に結晶を成長させることにより、耐摩耗性が飛躍的に向上し、寿命改善につながります。

Super TOUGH-Grip
Super TOUGH-Gripを用いることで、従来技術に対して組織を微細化することに成功しました。これにより、Al2O3層とTiCN層が接着する面積が大きくなるため、密着力が向上し、コーティングの剥離が抑制されます。

突発欠損の抑制効果
コーティング層の引張り応力を緩和することにより、刃先不安定加工時の衝撃による亀裂進展を抑制します。
MC6100 シリーズは従来品に対して残留引張り応力を80% 低減することに成功しました。

従来品は切削加工時の衝撃が集中しやすく、引張り応力の影響で、コーティング層の奥まで亀裂が浸透し欠損の原因となります。
MC6100シリーズは引張り応力を緩和することに成功し、切削加工時の衝撃が分散され、異常欠損を抑制します。
MC6135
連続切削から断続切削を含む加工に最適な汎用性

汎用加工に最適化した薄膜コーティング
業界屈指の結晶方位制御技術と衝撃に強い薄膜コーティングにより、耐欠損性と耐摩耗性を向上し汎用性を高めています。(自社従来コーティング比50%アップ)
SCM440 断続切削加工 耐欠損性比較
MC6135は断続加工でも高い安定性を発揮し、幅広い加工領域に対応可能です。

MC6125
鋼旋削加工の第一推奨
幅広い切削領域に対して安定加工を実現しました。

刃先稜線部と着座面の表面処理
耐溶着性・耐欠損性の向上をもたらす刃先稜線部の平滑化処理と加工時の振動を抑制する着座面処理を適用することで、幅広い切削領域で安定した加工を実現させました。
S45C 耐摩耗性比較
MC6125は表面平滑化処理を行う事で、急激な摩耗成長もなく、安定した加工を実現します

MC6115
高速切削領域において、熱的安定性・耐摩耗性が大幅にアップしました。

コーティング最外層の改良
MC6115は耐溶着性をさらに向上させ、寸法精度、仕上げ面の向上とともに、外観色を金色にすること
で摩耗識別性を高めました。
SCr420H 切削事例
刃先強化形ブレーカと従来品の低抵抗形ブレーカで比較し、MC6115は耐溶着性に優れ、溶着を起点とする損傷を抑制します。

FPHブレーカ
ポジランド刃形と独自二段突起の組み合わせにより、低切込み高送りの切削条件で切りくずを最適化し、加工時間短縮を可能にします。

SCM440 送り量の変化による仕上げ面比較
FPHブレーカは優れた切りくず分断性による擦過痕がなく、安定した光沢面が確認できました。
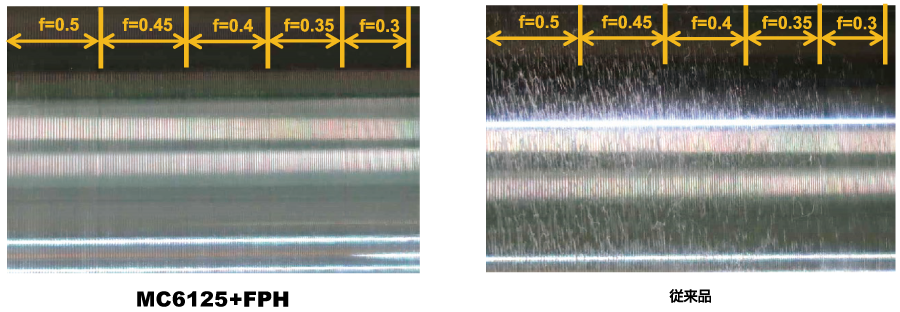
被 削 材 : SCM440 使 用 工 具 : CNMG120408-oo MC6125 切削速度 : vc=200m/min
切込み量 : 0.2mm 送り量 : f=変動、画像記載 加工形態 : 湿式切削
切りくず比較

被 削 材 : SCM440 使 用 工 具 : DNMG150408-oo 切削速度 : vc=200m/min
切込み量 : 0.2mm 送り量 : f=0.3mm/rev 加工形態 : 乾式切削
切削性能
SCr420H 湿式連続切削加工 耐摩耗性比較
MC6125専用厚膜コーティングにより、摩耗進行を抑制します。

SCM440 断続切削加工 耐欠損性比較
突発欠損が発生しやすい切削条件下において、安定した加工を発揮します。

S45C 乾式連続切削加工 耐摩耗性比較
“Super”ナノテクスチャーテクノロジーにより乾式加工でもクレーター摩耗進行を抑制します。

SUJ2 湿式連続切削加工 耐摩耗性比較
厚膜コーティングにより、高い耐逃げ面摩耗性を発揮します。

使用例



関連動画
パンフレットの裏面下の年月付の最新情報です。最新情報については総合カタログ及びWebカタログをご参照ください。
 日本
日本  アメリカ合衆国
アメリカ合衆国  メキシコ
メキシコ  ブラジル
ブラジル  EU
EU  イギリス
イギリス  ドイツ
ドイツ  スペイン
スペイン  フランス
フランス  イタリア
イタリア  ポーランド
ポーランド  トルコ
トルコ  チェコ
チェコ  中国
中国  Asia Pacific
Asia Pacific  ベトナム
ベトナム  インドネシア
インドネシア  インド
インド 