溝入れ突切り旋削工具 GY / GWシリーズ
小物高精度加工用ホルダ

GYシリーズ 特長
独自の締結システムが実現した信頼の溝入れ加工
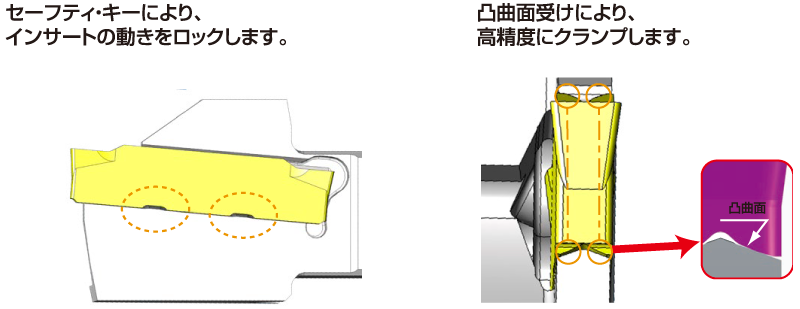
高信頼のインサートクランプ
小物高精度加工用ホルダ
高剛性を極めた新形状で、振動・寸法変化を抑え、突切り加工時のトラブルを解決
使用機械に最適化した突き出し量
ヘッド長さは、CNC自動盤のくし刃機、タレット機の最大加工径に対応しています。

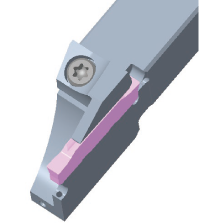
高剛性ホルダの特長
強固な上あご
より強固に進化した上あごは、びびり振動を抑制します。

インサート装着の強化
インサートの装着面積を拡大することで、ワーク形状の変形(たわみ)を抑制します。

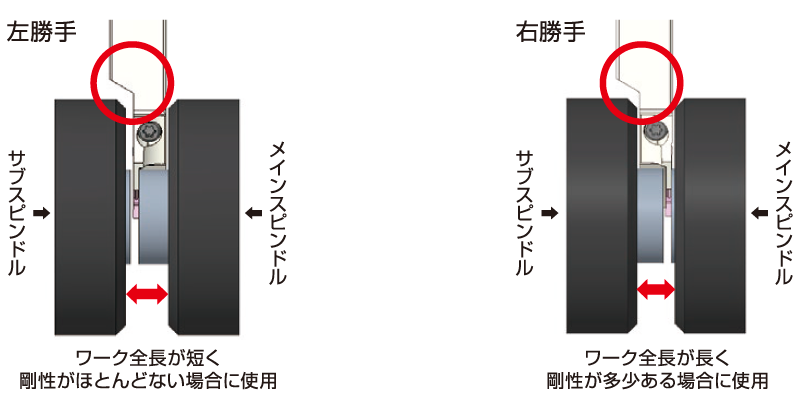
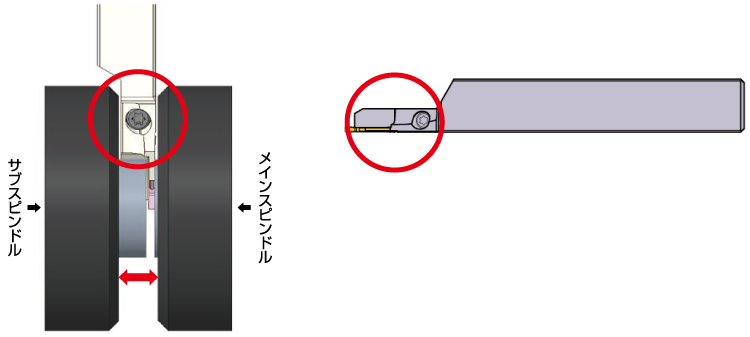
サブスピンドル対応ホルダを追加
ホルダにぬすみを設けることでサブスピンドルへの干渉を回避し、メインスピンドルとの近接加工が可能です。
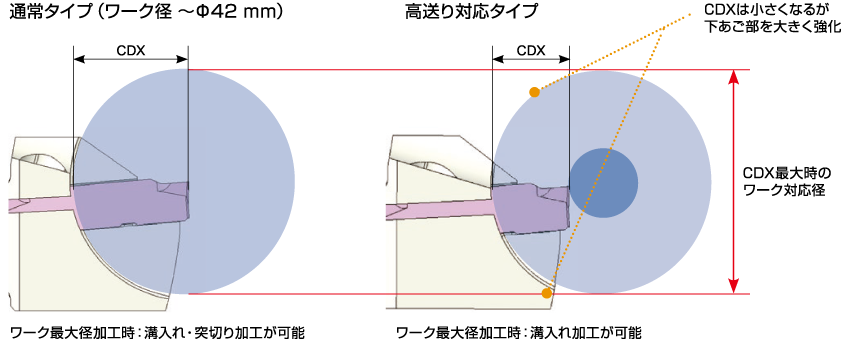
ワーク径Φ38 mm ・ Φ42 mmにも対応し、さらに高送り加工にも対応したホルダを追加
新たにワーク最大径φ42 mmまでの溝入れ・突切り加工に対応するホルダを追加するとともに、ワーク中心まで加工する必要のない溝入れ加工などで高い加工安定性を発揮する高送り対応タイプを拡充しました。
下あご部を強化したことで通常タイプよりびびりに強く、送り速度アップなどの高能率加工が可能です。
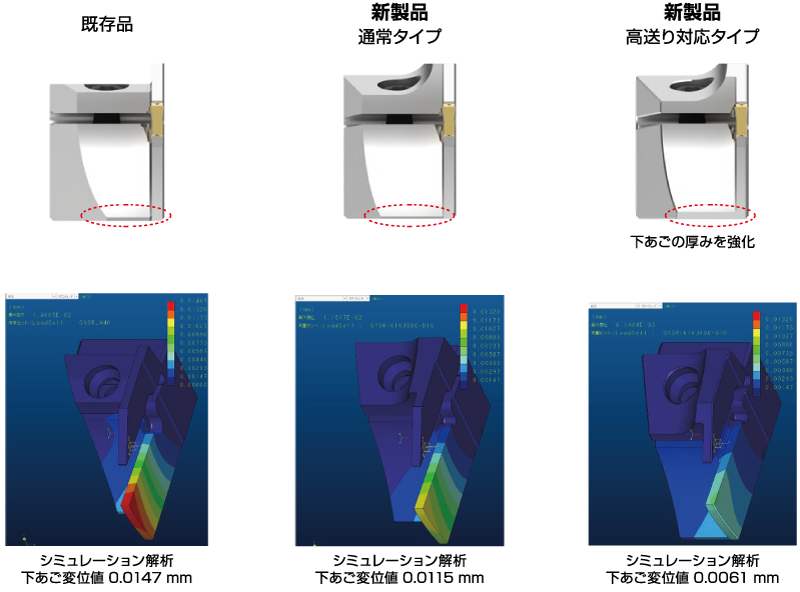
変動しない下あご(大径突切り加工用ホルダ・高送り対応タイプ)
切削中の負荷(切削抵抗)によって加工中のインサートの芯が下がる現象を大幅に抑制します。
内部給油式ホルダの特長
ダイレクト給油により作業効率を向上させ、内部給油によってインサート寿命を高めます。
ダイレクト給油
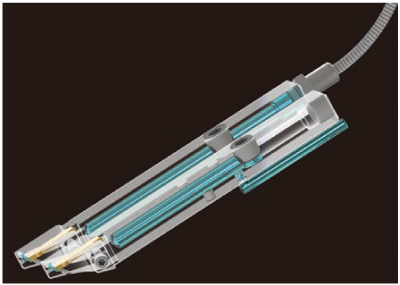
ホースレスのダイレクト給油方式により、準備や後片付けの手間を軽減します。
作業性の向上とコスト削減を実現します。
従来のホース給油にも対応可能です。
刃先へのクーラント供給
ホルダ先端からインサートの逃げ面・刃先へクーラントを直接供給します。
冷却・潤滑効果を高め、工具寿命の向上を実現します。
- SUS304 内部給油 突切り加工 寿命比較
内部給油の効果により、高速加工条件下においても安定した加工を実現します。 従来品の外部給油式ホルダと比較した結果、インサート寿命は5倍以上向上しました。
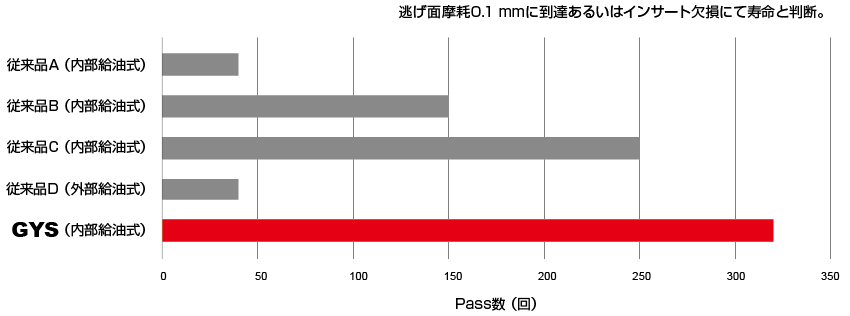
被 削 材 : SUS304 ø16 mm 使用工具 : 刃幅CW=2 mm RE=0.2 mm 12×12
切削速度 : vc=100 m/min(内部給油 2.0 MPa) 80 m/min(外部給油)
送り量 : f=0.05 mm/rev 加工形態 : 湿式切削
GWシリーズ 特長
高剛性ホルダを採用
GYと同様の高剛性ホルダにより、びびり振動やたわみが抑制され、仕上げ面の向上や芯残りが減少します。

低抵抗インサートと強リード角インサートを追加
リード角8°と低抵抗インサートを追加し、バリや芯残りを抑制します。

切削性能
SUS304 突切り加工 仕上げ面比較
高剛性ホルダにより、びびり振動やたわみが抑制され、仕上げ面が向上します。

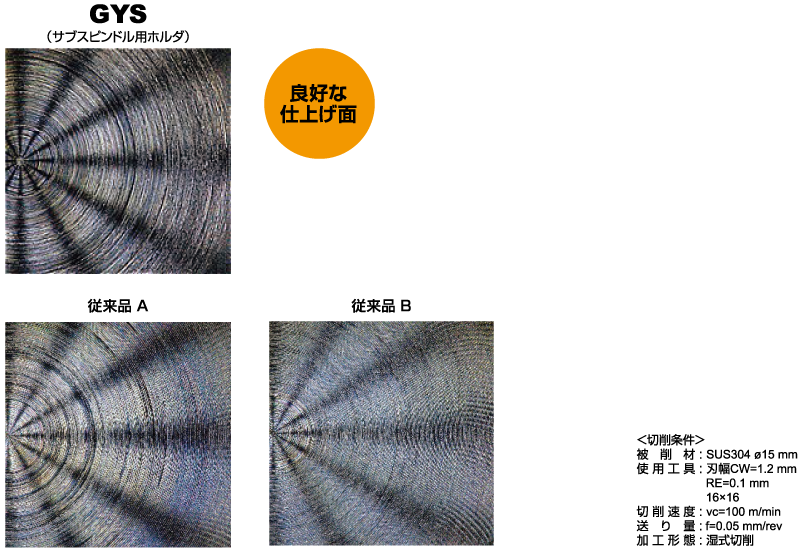
SUS304 サブスピンドル用ホルダ 突切り加工 仕上げ面比較
先端部を短く設計することでサブスピンドルをメインスピンドルにより近づけることができ、びびり振動を抑制して良好な加工面を実現します。
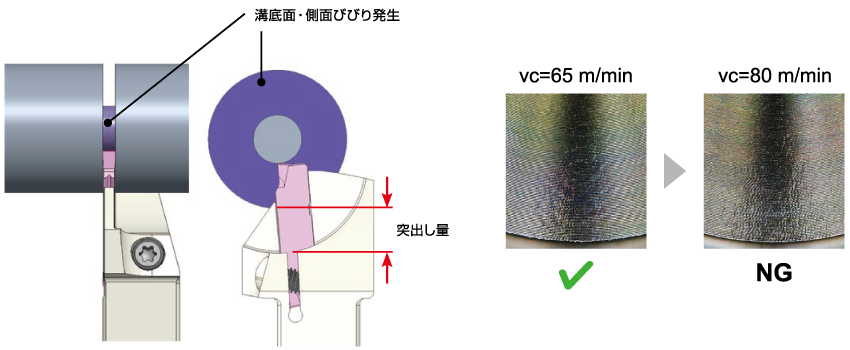
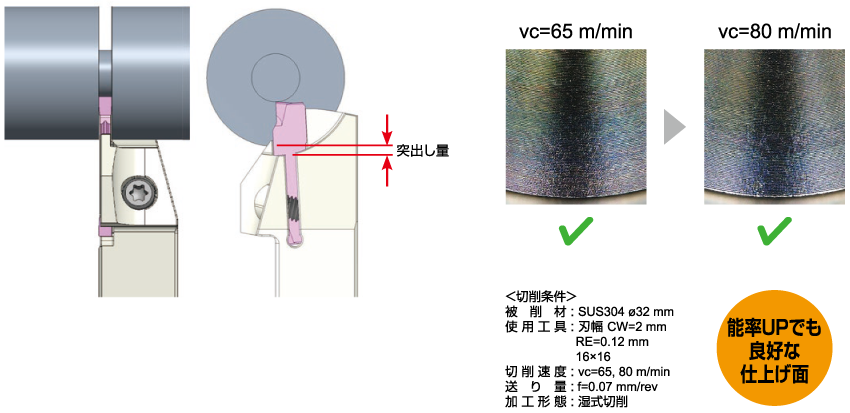
SUS304 大径加工用ホルダ(高送り対応タイプ) 深溝入れ加工
仕上げ面比較
高剛性ホルダにより、切削速度を上げてもびびり振動やたわみが抑制され、仕上げ面が向上します。
従来ホルダ
高剛性ホルダ
突出し量が短くホルダ剛性アップ
SUS304 突切り加工 被削材面形状比較
高剛性ホルダにより、びびり振動やたわみが抑制され、被削材面形状が向上します。

パンフレットの裏面下の年月付の最新情報です。最新情報については総合カタログ及びWebカタログをご参照ください。
 日本
日本  アメリカ合衆国
アメリカ合衆国  メキシコ
メキシコ  ブラジル
ブラジル  EU
EU  イギリス
イギリス  ドイツ
ドイツ  スペイン
スペイン  フランス
フランス  イタリア
イタリア  ポーランド
ポーランド  トルコ
トルコ  チェコ
チェコ  中国
中国  Asia Pacific
Asia Pacific  ベトナム
ベトナム  インドネシア
インドネシア  インド
インド 