
溝入れ突切り旋削工具
⻑寿命で使いやすい、
溝⼊れ突切りバイト。
圧倒的、使⽤感。
よりシンプルに、より便利に。
性能を犠牲にすることなく操作性を追求した、新しい溝⼊れ突切りバイトの登場。
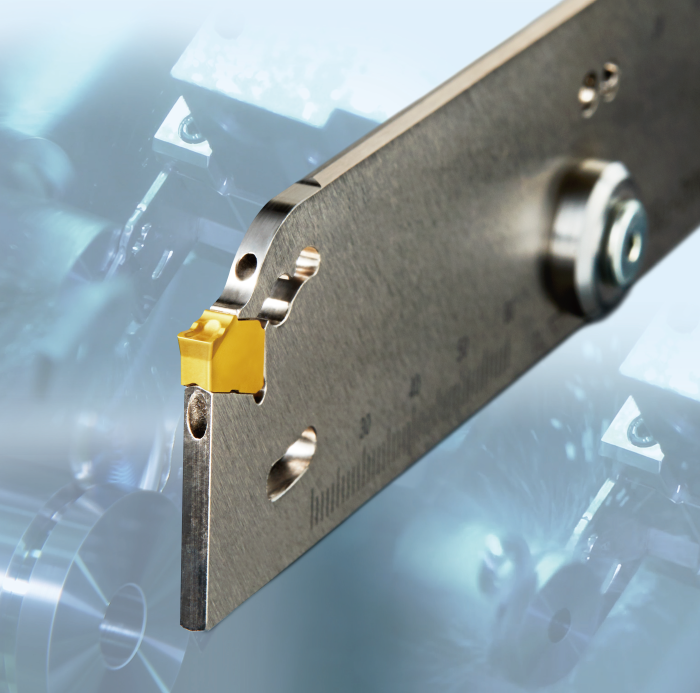
Clamp Mechanism - クランプ機構
シンプルでありながらも強固に取り付けられるクランプ機構。
3 つの広い拘束⾯に、刃先から末広がりのテーパ⾓度を付けたことで、インサートが抜けにくいクランプ機構を形成。より安定した加⼯を実現するために、板バイトには頑強な特殊合⾦鋼を採⽤しました。またインサートは専⽤レンチひとつで、簡単に取り付けることができます。

高信頼のインサートクランプ

シンプルなインサート交換
レンチをワンアクションでインサートの着脱ができます。

Internal Coolant - 内部給油
2⽳噴出⼝により、耐摩耗性が向上。

クーラント出⼝が2つある内部給油に対応した板バイトは、すくい⾯と逃げ⾯の両側から同時に給油。効果的に切れ刃を冷却できるので、耐摩耗性が向上します。また耐圧は最⼤7MPaで、通常の油圧にも、⾼圧クーラントにも対応可能です。
開発者の声
いかにして、切削時の熱を下げるか。
切削時の熱を下げることにこだわり抜いたGWシリーズは最大耐圧7MPaです。国内初の試み※となる2つのクーラント出口は、できる限り直径を大きくし、位置も刃先に近づけたことで、切れ刃冷却による耐摩耗性を飛躍的に向上させています。 ※当社調べ(2017年4月)
さまざまなシーンに合わせて、 能率的な作業を実現。

内部給油の効果
突切り切削加工

6つのクーラント接続口で、⾃在に取り付け可能。
ツールブロックには、6 つのクーラント接続口と2 つのクーラント出口を設置。お客さまがご使⽤中の機械取り付けに合わせて、クーラントホースを取り付けることが可能です。また切削油を多量に噴出できるクーラント機構が、冷却や切りくずの排出などをサポートします。

Breaker - ブレーカ
優れた切りくず処理性能を誇る、ブレーカ・システムを採⽤。


切削性能
SCM440 突切り切削加工
異常欠損なく、工具寿命の向上を実現

SUS304 突切り切削加工
異常欠損なく4倍の250個の加工延長達成

使用事例

顧客使用事例により推奨条件と異なる場合があります。
関連動画
パンフレットの裏面下の年月付の最新情報です。最新情報については総合カタログ及びWebカタログをご参照ください。
 日本
日本  アメリカ合衆国
アメリカ合衆国  メキシコ
メキシコ  ブラジル
ブラジル  EU
EU  イギリス
イギリス  ドイツ
ドイツ  スペイン
スペイン  フランス
フランス  イタリア
イタリア  ポーランド
ポーランド  トルコ
トルコ  チェコ
チェコ  中国
中国  Asia Pacific
Asia Pacific  ベトナム
ベトナム  インドネシア
インドネシア  インド
インド 