小物高精度部品内径加工用工具
ステッキィツイン

特長
独自のツイン形状
1本で2つの切れ刃が使用可能なため、経済性が大幅にアップします。
豊富なシリーズ展開
小物高精度加工に必須なボーリング、溝入れ、ねじ切りのシリーズを規格化し、ブレーカ付きとブレーカなしの選択により、様々な加工形態に対応します。

・ボーリング加工
最小加工径 : φ2.2mm~
コーナR : 0.05, 0.1, 0.15, 0.2
・溝入れ加工
最小加工径 : φ3mm~
・ねじ切り加工
最小加工径 : φ3mm~
・倣い加工
最小加工径 : φ3.5mm~
ブレーカ付き、ブレーカなしが選択可能
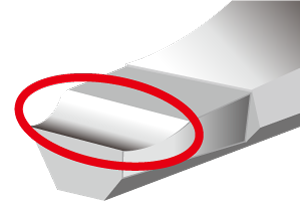
ブレーカ付き
幅広ブレーカが切削抵抗を軽減します。
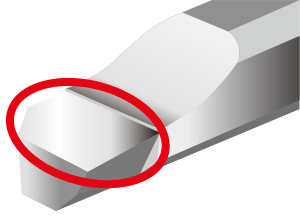
ブレーカなし
磨き仕上げのすくい面が切くず溶着を抑えます。

切削性能
磨きすくい面の効果
ステンレス鋼加工における加工面
磨き仕上げのすくい面が、切くず溶着を抑え、高品位な加工面を実現します。

被削材 : SUS304 使用工具 : CB05RS,VP15TF
切 削 速 度 : vc = 100m/min 送 り 量 : f = 0.02mm/rev
切込み量 : ap = 0.1mm 加工形態 : 湿式切削
新型スリーブ
ステッキィツインをはじめ、ボーリングバーの装着も可能
小型自動旋盤に最適な形状
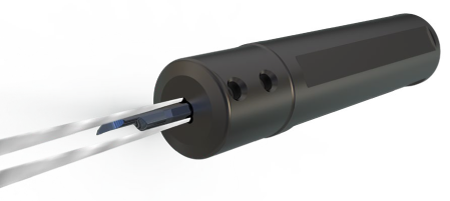
・各機械メーカーの機種ごとに全長を最適化しており、切断の必要がありません。
・ステッキィツインだけでなく、小径のボーリングバーも装着が可能です。
・切り欠きを4方向に設定することで、側面からの固定にも対応しています。
クーラント穴あり
工具側接続径(DCONMS) : 3 mm-12 mm
全長 : 67 mm, 80 mm, 85 mm, 110 mm, 115 mm
クーラント穴なし
工具側接続径(DCONMS) : 2 mm-12 mm
全長 : 67 mm,80 mm, 85 mm, 110 mm, 135 mm
小物高精度部品旋削加工用PVDコーテッド超硬材種 MS9025
バランスの取れた耐摩耗性と耐欠損性、ステンレス鋼加工時の境界摩耗を徹底抑制
アルミリッチテクノロジー
従来(Al,Ti)N に比べ飛躍的にAl 含有量をアップ
Al含有量をアップした“アルミリッチテクノロジー”により、被膜硬度向上および高硬度相安定化が図られ、耐熱合金、電磁ステンレス鋼旋削加工時の耐摩耗性、耐クレータ性、耐溶着性を大幅に改善しました。

コーティング層の均一化
超硬合金表面の平滑化により、被膜の結晶成長方向を均一化することで被膜表面の平滑化に成功しました。
これにより耐溶着性に優れ安定した旋削加工を実現しました。

小物高精度部品旋削加工用PVDコーテッド超硬材種 MS7025
ナノ積層コーティングにより、低送り加工における耐溶着性と耐摩耗性を飛躍的に向上
ナノ積層コーティング
高潤滑のAlCrN層と高い硬さを持つAlTiN層をナノ積層技術で融合し、耐溶着性と耐摩耗性を飛躍的に向上しました。
また、ナノレベルでの被膜組織を制御したことで、被膜損傷を大幅に抑制することに成功しました。

高潤滑層の効果
ナノレベルの高潤滑層により低送り加工で発生しやすい溶着から生じる構成刃先を抑制し、加工面の傷を抑制します。

パンフレットの裏面下の年月付の最新情報です。最新情報については総合カタログ及びWebカタログをご参照ください。
 日本
日本  アメリカ合衆国
アメリカ合衆国  メキシコ
メキシコ  ブラジル
ブラジル  EU
EU  イギリス
イギリス  ドイツ
ドイツ  スペイン
スペイン  フランス
フランス  イタリア
イタリア  ポーランド
ポーランド  トルコ
トルコ  チェコ
チェコ  中国
中国  Asia Pacific
Asia Pacific  ベトナム
ベトナム  インドネシア
インドネシア  インド
インド 