ヘッド交換式超硬ドリル TRISTARドリルシリーズ
DXAS
TRISTARドリルシリーズ
三菱マテリアル新ドリルシリーズ TRISTARドリルシリーズ
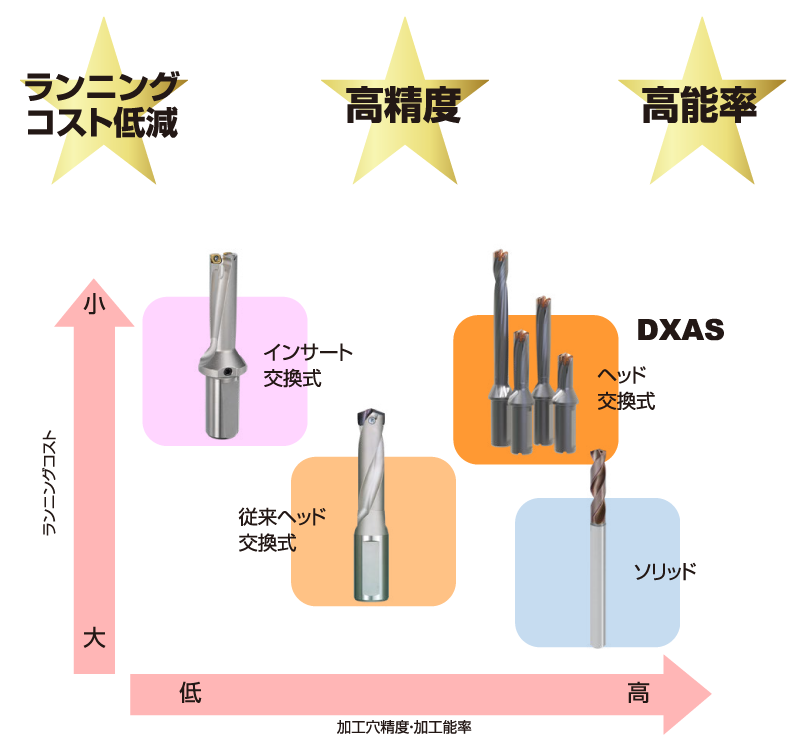
『ランニングコスト低減』『高精度』『高能率』
三菱マテリアルは穴あけ加工の市場において、3つの星(ベネフィット)『ランニングコスト低減』『 高精度』『 高能率』をお客様に提供すべく、ヘッド交換式超硬ドリルを変革し、TRISTARドリルとして誕生させました。
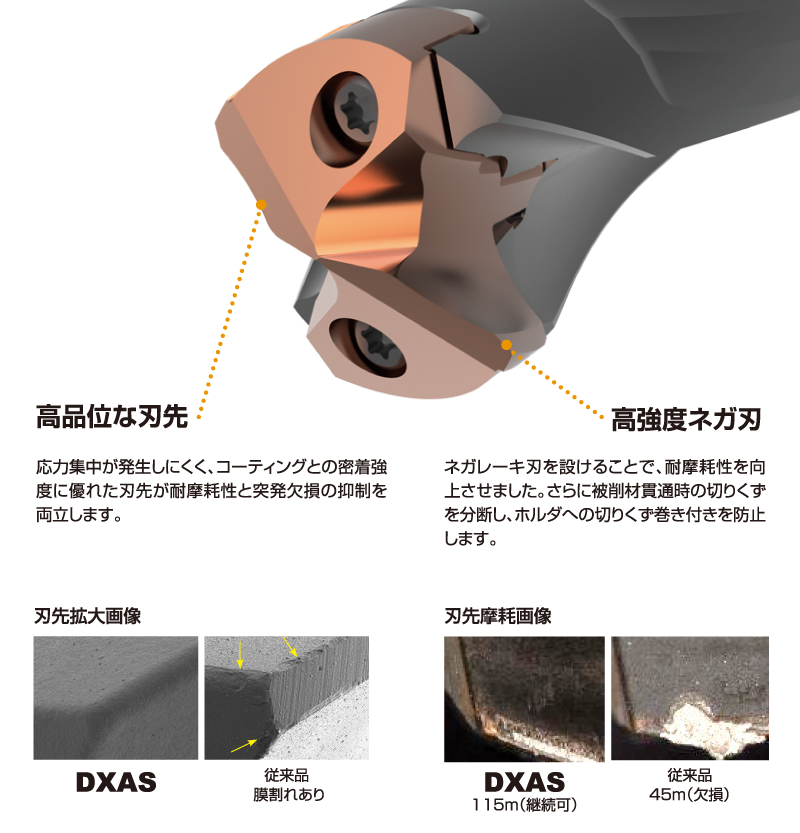
特長
ヘッド交換式超硬ドリル DXAS
ランニングコストを大幅に低減、ソリッドドリルに匹敵する精度・能率

開発者の声:
シンプルにして最大の成果を
お客様の「もっと長く使いたい」「もっと良い穴を」「もっと効率よく」という声が、開発の原点でした。ねじを先端から止めるシンプルな締結機構ながら、締結要素の一つ一つは、緻密な解析や加工試験のトライ&エラーによって細部までこだわり続け、3 つの☆(ベネフィット)を完成させました。
お客様の声から誕生したDXAS が、ものづくり現場を満たし、最大の成果を発揮することを願っています。
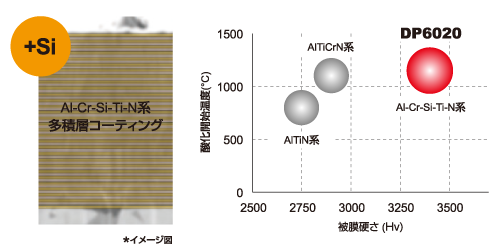
耐熱性と硬さに優れた材種DP6020
Siを添加することにより、被膜硬さと酸化開始温度が大幅に向上しました。
さらに、多積層構造とすることで、切削加工時の耐摩耗性と耐クラック性を向上させました。
ドリル加工の高速・高送り加工でも優れた耐摩耗性を発揮します。
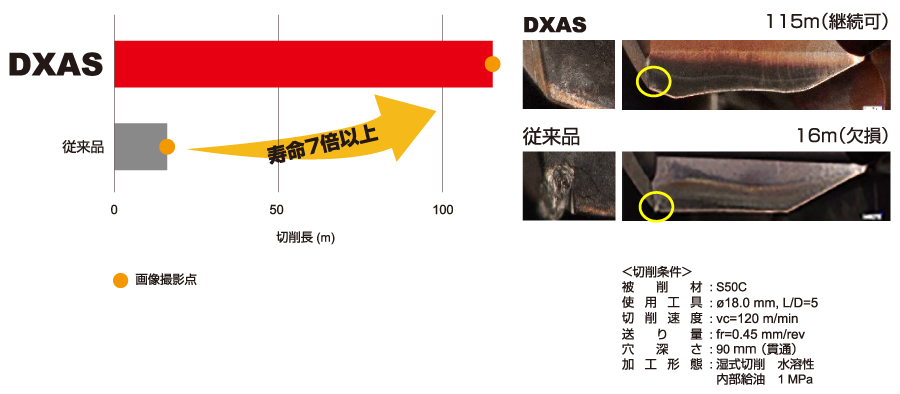
- S50C 高能率条件での寿命比較 F=955 mm/min
高能率条件においてもDXASは耐摩耗性に優れ、7倍以上の寿命を達成しました。 高能率条件下でも安定した加工が可能です。
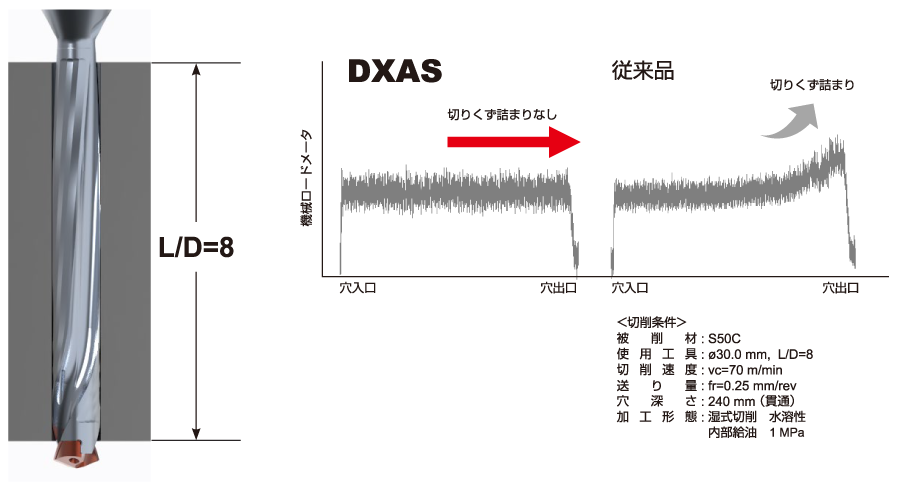
深穴加工も安定加工

- S50C : 大径深穴加工の切りくず排出比較
成功事例
加工能率アップの成功例
- 工具寿命と加工能率の大幅改善例
加工能率を1.7倍に向上しながら、寿命については驚異の8.8倍を達成し、工具寿命と加工能率を大幅に向上しました。
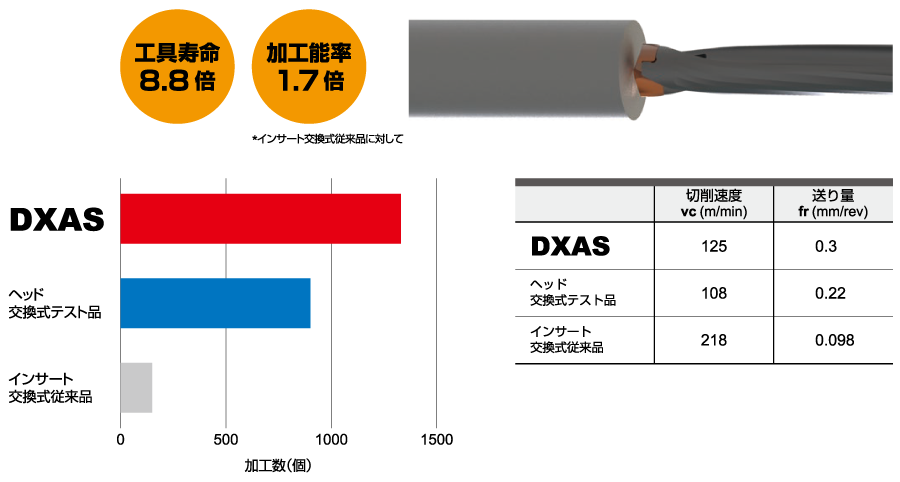
被削材 : 炭素鋼 加工部品 : 金型部品 ホルダ : DXAS2400X5F25 ヘッド : DXAS2450P DP6020
加工穴深さ : 86.5 mm 穴径精度±0.1 mm 加工形態 : 湿式切削 内部給油 使用機械 : 複合加工機
- 加工能率の改善例
最大3倍以上の加工能率向上を達成しました。
損傷状態も軽微でさらなる寿命延長の可能性があります。
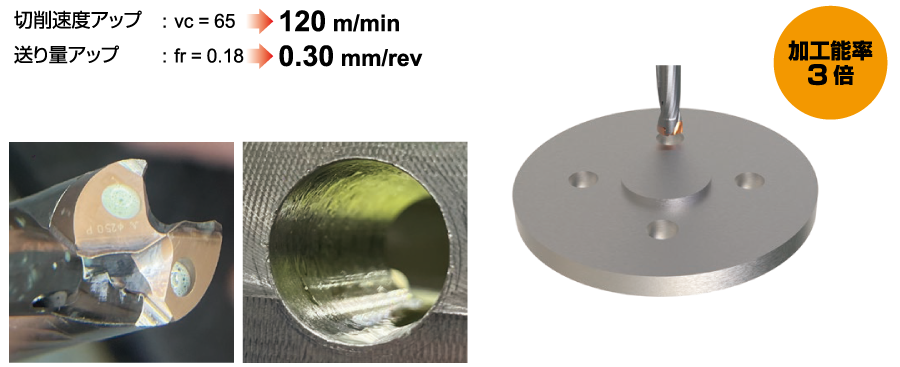
被削材 : 炭素鋼 加工部品 : 機械部品 ホルダ : DXAS2500X5F25 ヘッド : DXAS2500P DP6020
加工穴深さ : 85 mm 加工形態 : 湿式切削 内部給油(水溶性) 使用機械 : 門型 MC
ソリッドドリルにも負けません
- ソリッドドリルとの比較加工事例
従来ソリッドドリルと比べても遜色のない加工で、工具寿命は1.3倍を達成しました。
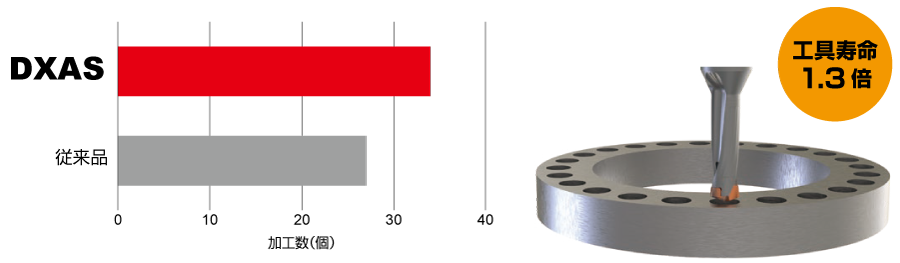
被削材 : 合金鋼 加工部品 : フランジ部品 ホルダ : DXAS1800X3F25 ヘッド : DXAS1880P DP6020
切削速度 : vc=110→100 m/min 送り量 : fr=0.3 mm/rev 穴 深 さ : 30 mm 加工形態 : 湿式切削 内部給油(水溶性)
使用機械 : 複合加工機
お悩み事も改善しました
- ライフリングマークの改善例
これまでの課題であったライフリングと加工中の異音が解消しました。
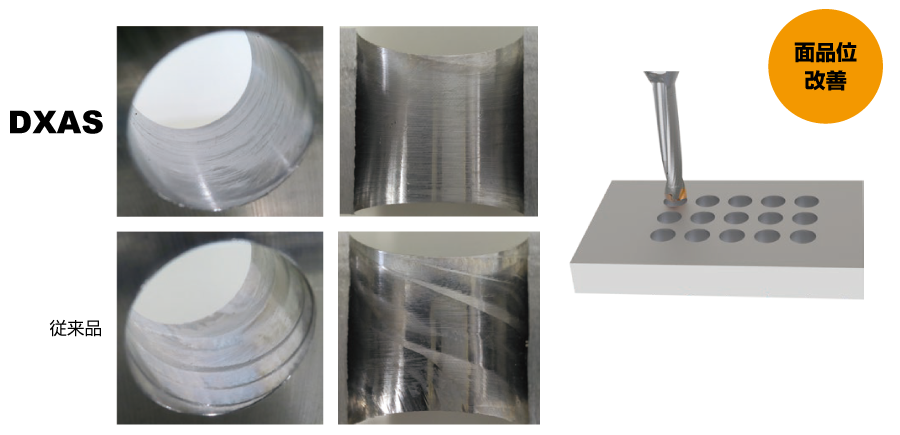
被削材 : SS400 加工部品 : 金型部品 ホルダ : DXAS2800X5F32 ヘッド : DXAS2800P DP6020
切削速度 : vc=90 m/min 送り量 : fr=0.29 mm/rev 穴 深 さ : 30 mm 加工形態 : 湿式切削 内部給油(水溶性)
使用機械 : 立形MC
様々な加工もお任せください
- ダクタイル鋳鉄での加工事例
穴曲がりや切りくず詰まりはなく、従来品に対し1.8倍の工具寿命を達成しました。
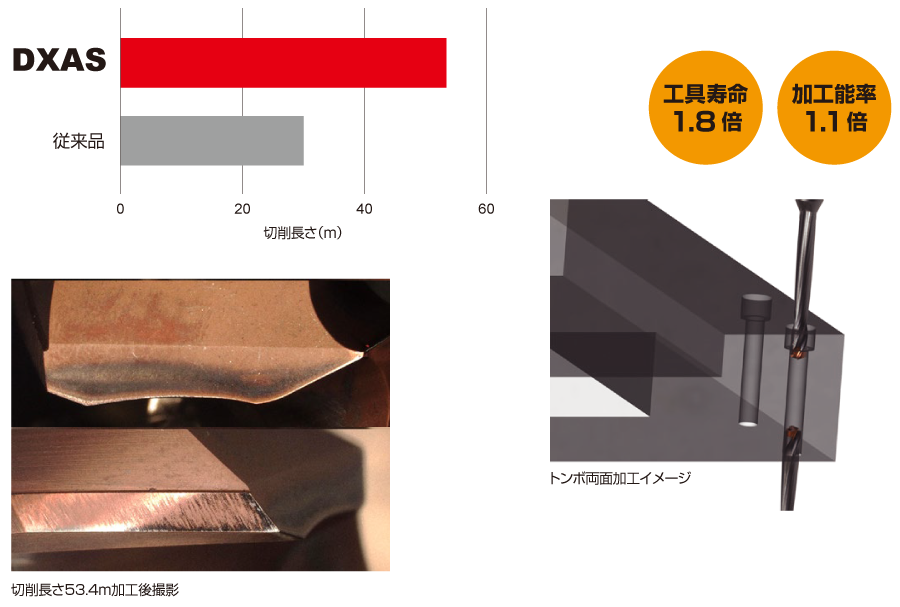
被削材 : FCD400 加工部品 : プレート ホルダ : DXAS2200X8F25 ヘッド : DXAS2200P DP6020
切削速度 : vc=80→79 m/min 送り量 : fr=0.25→0.28 mm/rev 片側穴深さ : 149 mm (トンボ両面加工) 25mmガイド穴あり
加工形態 : 湿式切削 内部給油(水溶性)3MPa 使用機械 : 5面加工機
パンフレットの裏面下の年月付の最新情報です。最新情報については総合カタログ及びWebカタログをご参照ください。
 日本
日本  アメリカ合衆国
アメリカ合衆国  メキシコ
メキシコ  ブラジル
ブラジル  EU
EU  イギリス
イギリス  ドイツ
ドイツ  スペイン
スペイン  フランス
フランス  イタリア
イタリア  ポーランド
ポーランド  トルコ
トルコ  チェコ
チェコ  中国
中国  Asia Pacific
Asia Pacific  ベトナム
ベトナム  インドネシア
インドネシア  インド
インド 